Определение затрат на изготовление и технический ремонт вторичного вала
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РЕСПУБЛИКИ КАЗАХСТАН
АЛМАТИНСКИЙ ИНДУСТРИАЛЬНЫЙ КОЛЛЕДЖ
КУРСОВАЯ РАБОТА
По дисциплине: "Экономика производства"
По специальности: 3002002 "Техническое обслуживание, ремонт и эксплуатация автомобильного транспорта"
На тему: "Определение затрат на изготовление и ТР вторичного вала"
Выполнил: Терёхин С.
уч. гр. КТОРА 4-2
Проверила: Кураманова Ж.К.
Алматы 2011
Содержание
1. Теоретически-организационная часть
1.1 Организация технического обслуживания и ремонта подвижного состава
1.2 Структура и функции управления АТП, СТО и ремонтные службы
2.1 Определение себестоимости и цены изготовления вторичного вала
2.1.1 Расчет стоимости основного материала
2.1.2 Расчет заработной платы основных производственных рабочих.
2.1.3 Плановая калькуляция и цена изготовления вторичного вала
2.2 Определение себестоимости и цены ремонт вторичного вала
2.2.1 Расчет стоимости основного материала.
2.2.2 Расчет заработной платы основных производственных рабочих.
2.2.3 Плановая калькуляция и цена изготовление вторичного вала
2.3 Расчет экономической эффективности ремонта вторичного вала по сравнению с ее изготовлением
2.4 Технико-экономические показатели
2.5 Определение структуры затрат на изготовление и ремонт вторичного вала
2.6 Построение сравнительной столбиковой диаграммы затрат на изготовление и ремонт вторичного вала
Список литературы
1. Теоретически-организационная часть1.1 Организация технического обслуживания и ремонта подвижного составаРациональная организация производства должна предусматривать не только малый простой автомобилей, но и максимально возможную занятость рабочих в течение смены. На каждом посту должно быть такое число рабочих, при котором у каждого из них будут необходимый фронт работы и надлежащая загрузка в течение смены. Большое внимание следует уделять сокращению вспомогательного времени.
При рациональной организации производственных процессов сокращаются простои автомобилей в рабочее время, когда они не подвергаются техническим воздействиям. Эти простои могут быть снижены благодаря преемственности в работе ремонтных рабочих, когда текущий ремонт может выполняться в течение нескольких следующих друг за другом смен; созданию необходимого запаса оборотных агрегатов и запасных частей; организации работы складов (промежуточного и основного) в течение всех смен; широкому применения агрегатно-узлового метода ремонта; хорошей организации текущего ремонта снятых с автомобилей агрегатов в течение короткого времени (в том случае, если по характеру дефектов смена агрегатов на ремонтируемом автомобиле не предусматривается).
Выбирать наиболее рациональный метод выполнения ТО-2 и ТР необходимо с учетом конкретных условий на каждом АТП (наличия производственных площадей, уровня технической подготовки производства, квалификации имеющегося персонала и др.). В соответствии с выбранным методов выполнения технического обслуживания и текущих ремонтов разрабатываются технологический процесс АТП и структура технической службы.
В зависимости от условий эксплуатации, расположения и оснащения АТП, состава пака и других факторов определяются объем и состав работ по техническому обслуживанию (ТО) и текущему ремонту (ТР), которые будут выполняться централизованно. Ежедневное техническое обслуживание и мелкий текущий ремонт будут проводиться на АТП, а более сложные виды профилактических работ (ТО-2, диагностирование), сложные и часто повторяющиеся работы по текущему ремонту, а также доставка обменного фонда отремонтированных автомобилей, агрегатов и узлов на АТП и ремонтного фонда на авторемонтные предприятия проводится на централизованных предприятиях. Первое техническое обслуживание рекомендуется выполнять на в централизованном предприятии - БЦТО в случае небольшого расстояния от эксплуатационного предприятия (до 30км).
Организация централизованного технического обслуживания автомобилей позволяет осуществлять специализацию постов, более полное распределение труда обслуживающих рабочих; создает возможность исключить участие водителей в обслуживании, повысить контроль и качество обслуживания.
Централизация технического обслуживания и текущего ремонта может осуществляться в следующих формах.
Первая форма предусматривает централизованное выполнение технических обслуживаний и текущих ремонтов на головном предприятии автокомбината или объединения при наличии у него развитой производственно-технической базы и небольшим расстоянием между головным предприятием и филиалами.
При второй форме функции централизации технического обслуживания и ремонта распределяется между головным предприятием и его филиалами. Этот вариант может применяться при слабой производственно-технической базе головного предприятия.
ремонт изготовление себестоимость затрата
При четвертой форме создается хозрасчетная база или станция технического обслуживания для нескольких АТП комплексного типа или объединений.
Пятая форма предусматривает создание в городе, тресте или управлении двух типов объединений - производственно-эксплуатационного и производственно-технического. Первое имеет головное предприятие и филиалы, и занимается только эксплуатацией подвижного состава. Такой вариант централизации технического обслуживания и текущего ремонта в нашей стране не внедрялся (исключение составляют производственные объединения по капитальному ремонту автомобилей и агрегатов).
Хозрасчетные базы централизованного технического обслуживания автомобилей оказывают техническую помощь подвижному составу автотранспортных предприятий на линии, организуют техническое обслуживание подвижного состава, ремонт агрегатов, узлов и приборов автомобилей, восстанавливают и изготовляют детали, ремонтируют подушки и спинки сидений, изготавливают тенты, утеплительные капоты, а также производят эксплуатационное обслуживание АТП по завозу и вывозу ремонтного фонда.
Техническая подготовка подвижного состава к перевозкам осуществляется технической службой АТП. Затраты на выполнение технического обслуживания и ремонта автомобилей составляют по различным типам автотранспортных предприятий 16 - 18 % суммы затрат по содержанию автомобильного парка. На комплексных АТП могут выполняться все виды технического обслуживания подвижного состава, текущие ремонты и при необходимости капитальные ремонты агрегатов. В каждом конкретном случае могут выполняться определенные виды технического обслуживания и текущий ремонт исходя имеющейся производственно-технической базы, а также с учетом экономической целесообразности.
Экономическим показателем целесообразности выполнения технического обслуживания и текущего ремонта на своем или другом АТП рвется стоимость выполнения этих работ, приходящаяся на 1 км пробега автомобиля и включающая в себя затраты на выполнение технического обслуживания и текущего ремонта, и расходы, связан-с транспортированием автомобиля (прицепа, агрегата, узла) из своего предприятия на другое и обратно.
В соответствии с Положением о техническом обслуживании и ремонте подвижного состава автомобильного транспорта в основу организации этих работ положены планово-предупредительная система технического обслуживания и наиболее прогрессивная система ремонта агрегатным методом.
Агрегатный метод, в отличие от индивидуального, способствует сокращению простоев автомобилей в ремонтах, повышает техническую готовность и производительность автомобильного парка, позволяет увеличить межремонтные пробеги вследствие улучшения качества их ремонта на специализированных предприятиях.
При планово-предупредительной системе (ППР) технического обслуживания и ремонта подвижного состава на АТП выполняются ежедневное обслуживание, первое и второе технические обслуживания и текущие ремонты (ТР) подвижного состава. Ежедневные обслуживания, ТО-1, ТО-2 могут проводиться на тупиковых постах или поточных линиях. Тупиковые посты по объему выполняемых работ бывают универсальными или специализированными. Обслуживание автомобилей на универсальных постах характеризуется низким уровнем механизации работ, низкой производительностью труда, недостаточным использованием производственных площадей и оборудования.
Поточная линия состоит из специализированных постов и рабочих мест, расположенных в технологической последовательности, для одновременного и непрерывного осуществления всего процесса технического обслуживания. Поточный метод в определенных условиях позволяет механизировать, а иногда и автоматизировать процессы технического обслуживания, более интенсивно использовать технологические оборудование, производственные площади, улучшить условия и повысить производительность труда рабочих, сократить простои автомобилей из-за технических неисправностей.
Первое техническое обслуживание (ТО-1) характеризуется строго регламентированным объемом выполняемых работ и строгим выполнением суточной или сменной программы с соблюдением графика обслуживания, поэтому при его выполнении на потоке обеспечиваются бесперебойность и ритмичность работы линии обслуживания.
На линии ТО-1 в результате предварительных расчетов устанавливается четкая разбивка работ технологического процесса по операциям, постам и исполнителям. Эта разбивка предусматривает для каждого рабочего различный по характеру, но одинаковый по трудоемкости объем работ. Исходя из трудоемкости работ на каждом посту и принятого количества рабочих определяют такт линии обслуживания, т, е. время между очередными передвижениями автомобилей с поста на пост. Наиболее четко можно организовать поточное производство ТО-1 при обслуживании автомобилей одной марки, хотя не исключается возможность обслуживания на потоке автомобилей разных марок, но одного типа (грузовых, легковых, автобусов). Исходя из номенклатуры выполняемых работ на линии обслуживания должно быть не меньше трех специализированных постов: контрольно-крепежных, регулировочных и смазочных работ.
Расчеты, а также опыт работы автотранспортных предприятий показывают, что такая поточная линия может быть достаточно загружена при выполнении ТО-1 автомобиля один раз в неделю (при среднесуточном пробеге автомобиля около 300 км) в парке со списочным количеством примерно 200 автомобилей или при обслуживании автомобилей один раз в две недели (среднесуточный пробег автомобиля около 150 км) в парке до 400 автомобилей. На АТП с меньшим количеством автомобилей целесообразно выполнять ТО-1 на тупиковых универсальных постах.
Второе техническое обслуживание (ТО-2) на большинстве автотранспортных предприятий осуществляется на тупиковых постах. Это обусловливается сложностью организации ТО-2 на потоке. Выполнение, этого вида обслуживания совмещается с большим количеством ремонтных воздействий, объем которых составляет 50-70 % трудоемкости самого технического обслуживания. При этом по каждому обслуживанию автомобиля объем и номенклатура ремонтных работ различны.
Преимущества поточного метода побудили на некоторых автотранспортных предприятиях организовать ТО-2 на потоке. При этом и достигнуты определенные положительные результаты: снизилась трудоемкость демонтажных и монтажных работ, повысилась производительность работы слесарей, качество ТО-2 и ремонта автомобилей, резко сократились простои автомобилей в ТО-2, повысился коэффициент технической готовности автомобильного парка.
Тем не менее, применение поточного метода при выполнении ТО-2 ограничено, так как этот вид обслуживания совмещается со значительным объемом работ по текущим ремонтам, при которых разбирают и собирают узлы и заменяют агрегаты. Эти работы не позволяют выдерживать заданный такт работы линии ввиду отклонений фактической трудоемкости от расчетной, и поточная линия работает неритмично. Поточный метод выполнения ТО-2 экономически рационален только на крупных предприятиях, так как в этом случае окупаются затраты на строительство и оборудование поточной линии.
Стремление работников автомобильного транспорта использовать преимущества выполнения работ по техническому обслуживанию автомобилей на специализированных постах и одновременно избавиться от принудительной взаимозависимости между постами линии обслуживания позволило и внедрить на АТП агрегатно-участковый метод технического обслуживания и ремонта автомобилей. Сущность метода заключается в том, что весь объем работ по ТО-2 и совмещаемым текущим ремонтам разбивается на части, включающий в себя определенный комплекс операций по одному или нескольким агрегатам, проводится специализированными участками (цехами) на постах технического обслуживания и ремонта автомобилей. При этом часть постов специализирована на работах по обслуживанию и ремонту определенных агрегатов и закреплена за производственными участками (цехами). Производственным участком руководит мастер или бригадир, который распределяет рабочих своей группы по видам обслуживания и ремонта. Результаты работы производственного участка (цеха) оцениваются по объему текущих ремонтов соответствующих агрегатов на 1000 км пробега автомобилей и по времени простоев автомобилей из-за технических неисправностей. Внедрение метода позволяет повысить эффективность работы автомобильного парка в результате снижения простоев автомобилей в техническом обслуживании и ремонтах и затрат на них.
Совершенствование методов технических воздействий позволило создать единую систему технических обслуживаний и текущих ремонтов автомобилей. В Саратовском политехническом институте разработан и успешно внедрен на некоторых АТП агрегатно-зональный метод. Отличительной особенностью этого метода является то, что на все виды технического обслуживания автомобилей разрабатывается единый график. При этом ТО-2 выполняется частями и обязательно совмещается по дням с ТО-1. Предусматривается необходимое время для выполнения текущих ремонтов в период выполнения ТО-2 по агрегатам автомобиля.
Применение агрегатно-участкового и агрегатно-зонального методов технического обслуживания и ремонта автомобилей дает большие экономические преимущества на крупных АТП. Применение этих методов на мелких предприятиях (с числом автомобилей менее 100) затруднительно из-за невозможности строгого распределения рабочих по зонам, что не позволяет осуществить их специализацию.
Применяемые на автомобильном транспорте различные методы технического обслуживания и текущего ремонта подвижного состава, хотя и имеют определенные технологические, организационные и экономические преимущества, не решают радикально вопросов управления всей деятельностью технической службы предприятия. Имеющиеся производственные ресурсы предприятий используются недостаточно эффективно. Это вызвало необходимость разработки новой системы управления и организации технической службы в условиях укрупнения АТП. Результатом работы, явилась система централизованного управления техническим обслуживанием и ремонтом подвижного состава. Эта система базируется на следующих основных принципах: сосредоточение функций управления техническим обслуживанием и ремонтом в одном центре, имеющем необходимые средства связи и технические возможности для планирования, учета и контроля за деятельностью производственных подразделений; технологическая специализация производственных подразделений технического обслуживания и ремонта по видам технических воздействий (ТО-1 ТО-2, текущий ремонт автомобилей, ремонт агрегатов и др.); выделение самостоятельного производственного подразделения по подготовке технического обслуживания и ремонта автомобилей в структуре технической службы; создание широкой системы учета и анализа деятельности технической службы АТП.
Опыт внедрения централизованного управления техническим обиванием и ремонтом на АТП показал, что рекомендуемая развитая структура технической службы и принцип специализации производственных подразделений приемлем для крупных АТП и объединений. На предприятиях со списочным числом автомобилей менее 300 - 400 создание новых производственных подразделений затруднено.
На всех АТП общего пользования текущий и капитальный ремонт подвижного состава выполняются по потребности. На пассажирских и специализированных автотранспортных предприятиях предусматривается проведение предупредительного текущего ремонта автобусов, автомобилей-такси, автомобилей скорой медицинской помощи и пожарных, автомобилей, перевозящих опасные грузы, и других, к которым предъявляются повышенные требования безопасности движения и безотказности работы.
Текущий ремонт (ТР) подвижного состава выполняется на автотранспортных предприятиях, базах централизованного технического обслуживания и текущего ремонта (БЦТО) или станциях технического обслуживания, а капитальный ремонт - на специализированных ремонтных предприятиях.
Капитальный ремонт (КР) автомобилей, агрегатов и узлов выполняется на специализированных ремонтных предприятиях, заводах мастерских. Он предусматривает восстановление работоспособности автомобилей и агрегатов для обеспечения их пробега до следующего капитального ремонта или их списания, но не менее чем при 80% их пробега от норм пробега для новых автомобилей и агрегатов.
Сезонное техническое обслуживание (СО) проводится два раза в год, предназначено для подготовки подвижного состава к эксплуатации в холодное и теплое время года. Отдельно СО проводится для подвижного состава, работающего в зоне холодного климата. Для остальных условий оно совмещается с ТО-2 (или ТО-1) при соответствующем увеличении трудоемкости.
1.2 Структура и функции управления АТП, СТО и ремонтные службыПостроение правильной организационной структуры управления является главной задачей любого автотранспортного предприятия (АТП). Она разрабатывается с учетом местных условий. На рис.1 показана организационная структура управления для предприятия со списочным количеством автомобилей 200 - 300 ед.
ЕО и ТО-1 проводится на специально оборудованных линиях - в зонах технического обслуживания. В зоне ремонта располагается разборочно-сборочный цех, в котором ремонтируются агрегаты, узлы или отдельные детали.

Рис.1. Структурная схема организации управления АТП
Переход на агрегатно-участковый метод выполнения ТО-2 и текущих ремонтов обуславливает некоторое изменение организационной структуры ремонтных мастерских. При агрегатно-участковом методе применяется бесцеховая структура управления (рис.2), при которой все виды ТО и ремонта отдельных агрегатов выполняется определенной бригадой рабочих. Это структурное подразделение называется производственным участком.
Производственные участки (группы рабочих)
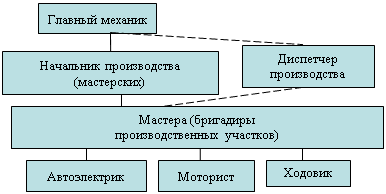 |
Рис.2. Структурная схема ремонтных мастерских при бесцеховой структуре управления
2. Расчетная часть
Нормированное время на изготовление детали - вторичного вала
m = 2,7 кг
Материал Сталь 45
1 таблица
| № | Наименование операции | tосн, мин | tшт, мин |
| 1 | 2 | 3 | 4 |
| 1 | Токарная | 10,0 | 18,0 |
| 2 | Шлицефрезерная | 1,9 | 4,3 |
| 3 | Термическая обработка | 1,10 | 2,3 |
| 4 | Закалка | 1,25 | 2,1 |
| Итого | 14,25 | 26,7 |
Подобные работы: