Состояние и проблемы повышения эффективности работы транспортного хозяйства предприятия, производящего изделия электронной техники, в современных условиях
БЕЛОРУССКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ ИНФОРМАТИКИ И РАДИОЭЛЕКТРОНИКИ
Кафедра менеджмента
РЕФЕРАТ
На тему:
«Cостояние и проблемы повышения эффективности работы транспортного хозяйства предприятия, производящего изделия электронной техники, в современных условиях»
МИНСК, 2009
Основные отличия предприятия, производящего изделия электронной техники, от других предприятий
Основными отличиями предприятия, производящего изделия микроэлектроники, от других предприятий, является техпроцесс изготовления основной продукции (изделий электронной техники), а также основное технологическое оборудование и материалы.
Технологический процесс изготовления изделий электронной техники насчитывает от 50 до 150 операций в зависимости от вида конкретного изделия.
Первой операцией является резка полупроводниковых кремниевых пластин диаметром 150 мм из слитка кремния. Готовые пластины поступают на группы операций, формирующих p-n переходы. К этим операциям относятся обезжиривание, диффузия, окисление.
Обезжиривание выполняется на специальных установках обезжиривания, в ванны которых заливается специальный обезжиривающий раствор, в который на некоторое время окунаются пластины. Время пролеживания обезжиренных пластин перед диффузией или окислением не должно превышать 30 мин. Операции диффузия и окисление осуществляются в специальных диффузионных печах, например СДО 125/3.
Очистка поверхности пластин от загрязнений на протяжении технологического производственного процесса осуществляется многократно. С точки зрения механизма процессов все методы очистки можно условно разделить на физические и химические. При физических методах загрязнения удаляются растворением, а также обработкой поверхности ускоренными до больших энергий ионами инертных газов. В тех случаях, когда загрязнения нельзя удалить физически, применяются химические методы, при которых загрязнения, находящиеся на поверхностном слое, переводятся в новые химические соединения и затем удаляются.
Процесс диффузии представляет собой проникновение примесей бора и фосфора в кремний под воздействием температуры. В результате диффузии, формируется диффузионный слой с заданными поверхностной концентрацией и профилем распределения примеси по глубине от поверхности полупроводника до границы p-n перехода. Чаще всего диффузия примесей проводится в прочном реакторе в потоке газа-носителя, который доставляет к поверхности полупроводниковых пластин примесесодержащее вещество из внешнего источника.
Для нанесения локальных, расположенных на поверхности полупроводника источников диффузии, применяют газообразные, жидкие и твердые внешние источники примеси. Газообразными источниками служат, в основном, гидриды примесей (РН3, В2Н6). Они поставляются в баллонах малой емкости в виде сильно разбавленных инертным газом смесей, в диффузионную печь вводятся через вентиль и смеситель вместе с газом-носителем и окислителем (кислородом).
Жидкие внешние источники (находящиеся при нормальных условиях в жидком состоянии) диффузии применяют в настоящее время наиболее широко. Имея высокую упругость паров, и находясь в дозаторе при фиксированной температуре, они позволяют точно регулировать содержание примеси в газовой фазе, поступающей в диффузионную печь. Локальный источник формируется в виде тонкой (около 0,1 мкм) пленки окисла примеси.
Для проведения операций диффузии в нужных местах полупроводниковой пластины с помощью операции литографии в предварительно нанесенном окисле формируются специальные окна необходимой формы. Окисление используется для формирования пленок окисла SiO2.
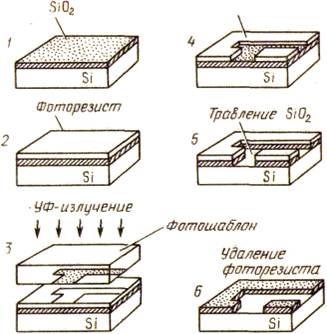
Для формирования конфигурации элементов интегральных микросхем, а также для операций нанесения тонких и толстых пленок используются операции литографии, в частности фотолитография. Она позволяет, воспроизводимо, и с большей точностью выполнять сложные рисунки с размерами элементов до одного и менее микрона на разнообразных материалах (рис. 1). Литография применяется при изготовлении полупроводниковых и пленочных структур, для получения возможных канавок и углублений в полупроводниковых и других материалах. С помощью литографии изготавливают шаблоны – инструменты для проведения самого процесса литографии, получают сквозные отверстия в фольге при изготовлении прецизионных свободных масок, трафаретов, печатных плат и гибких носителей кристаллов.
Рис. 1. Процесс литографического переноса изображения
 |
Для объединения областей полупроводниковой пластины, представляющей собой выводы диода, с контактными площадками пластины используются операции металлизации.
Металлизация представляет собой нанесение на полупроводниковую пластину тонкой пленки металла, чаще всего алюминия (Al) толщиной до 10 микрон. Для формирования рисунка токопроводящих дорожек снова используется процесс фотолитографии, показанный на рис. 1, за исключением того, что вместо слоя окисла SiO2 нанесен слой Al.
Полученные вышеописанным образом кристаллы диодов содержатся в одной пластине. Далее необходимо организовать разделение пластин на кристаллы и подготовить их к проведению дальнейших сборочных операций. Процесс подготовки к сборке, кроме разделения пластин на отдельные кристаллы, включает их очистку, контроль, ориентированную подачу на позицию сборки. Разделение пластин скрайбированием осуществляют в две стадии: вначале на поверхность пластины между готовыми микросхемами наносят в двух взаимно перпендикулярных направлениях неглубокие риски, а затем по этим рискам разламывают ее на прямоугольные или квадратные кристаллы. При сквозном разделении пластину прорезают режущим инструментом насквозь. Для резания наиболее часто применяют алмазные диски и проволоку или полотна с абразивной суспензией, а также ультразвуковой инструмент.
Отдельные кристаллы передаются на операции сборки. Первая операция сборки – это посадка кристалла. Кристаллы, приклеенные к специальной клеящейся основе спутника носителя на предыдущей операции, специальным устройством установки посадки снимаются с клеящейся основы и устанавливаются на эвтектический сплав (температура затвердевания 356 ºС). Корпус с посаженным кристаллом подается на установку термокомпрессионной сварки. Далее происходит процесс герметизации в корпусе. В настоящее время для герметизации наиболее широко используют пластмассовые и керамические корпуса.
После каждой группы технологически законченных комплексов операций проводятся операции контроля.
ТРАНСПОРТНОЕ ХОЗЯЙСТВО В СОСТАВЕ ПРЕДПРИЯТИЯ
Значение, задачи и структура транспортного хозяйства предприятия
Работа современного предприятия микроэлектроники связана с перемещением значительного числа разнообразных грузов, как за пределами завода, так и внутри его. При этом примерно в половине случаев вместо грузов перевозятся люди – работники данного завода или других предприятий по их заказам. На завод в общезаводские или прицеховые склады доставляются материалы, топливо, комплектующие изделия и другие материальные ценности, а со складов или непосредственно из цехов вывозится готовая продукция и отходы производства.
Внутри завода производится транспортировка материалов, комплектующих и других изделий с общезаводских складов в цехи; заготовок, деталей, сборочных единиц – между цехами; готовой продукции и отходов – из цехов в соответствующие пункты назначения.
Внутри цехов заготовки, детали и сборочные единицы в процессе изготовления и сборки перевозятся между кладовыми и участками, с одного участка на другой, а на участках – между рабочими местами.
В соответствии с этим различают внешнюю и внутреннюю транспортировку грузов; последняя подразделяется на межцеховую и внутрицеховую транспортировку.
Внутризаводская и частично внешняя транспортировка грузов осуществляется с помощью различных транспортных средств, принадлежащих заводу. Транспортное хозяйство завода включает в себя все транспортные средства завода, осуществляющие все внешние и внутренние перевозки и все устройства общезаводского назначения (гаражи, ремонтные мастерские и т. д.). В отличие от большинства машиностроительных предприятий на предприятиях микроэлектроники грузы внутрицеховой перевозки в основном очень лёгкие, но хрупкие (например, пластины в таре, помещённой в спецконтейнеры). Поэтому грузы внутри цеха перемещают или вручную, или с помощью лёгких ручных тележек (ручка, платформа, 4 колеса).
Таким образом, перевозка грузов, погрузочно-разгрузочные и экспедиционные операции являются основными функциями транспортного хозяйства.
Функции транспортного хозяйства завода не ограничиваются только перемещением грузов. Организация внутризаводского транспорта и его работа оказывают непосредственное влияние и на ход производственного процесса и на себестоимость выпускаемой продукции. От работы транспорта зависит ритмичная работа рабочих мест, участков цехов и равномерный выпуск заводом готовой продукции. Время, затрачиваемое на внутрицеховые и межцеховые перевозки, влияет на длительность производственного цикла. Затраты на содержание транспортного хозяйства на некоторых заводах составляют 10 – 15% от суммы всех косвенных расходов в себестоимости продукции. В связи с этим основной задачей транспортного хозяйства завода является бесперебойная транспортировка грузов при полном использовании транспортных средств и минимальной себестоимости транспортных операций. Это достигается путем правильной организации транспортного хозяйства и четкого планирования работы транспорта, обоснованного выбора транспортных средств, повышения уровня механизации и автоматизации погрузочно-разгрузочных работ.
Применяемые на заводах транспортные средства классифицируются следующим образом:
а) по способу действия – прерывные и непрерывные;
б) по видам транспорта – рельсовые, безрельсовые, водные, подъемно-транспортные и специальный транспорт;
в) по назначению – внешний, межцеховой и внутрицеховой;
г) по направлению перемещения грузов – горизонтальные, вертикальные (лифты, подъемники); горизонтально-вертикальные (кранбалки, автопогрузчики); наклонные (монорельсовые дороги, конвейеры).
Структура транспортного хозяйства завода зависит от характера выпускаемой продукции (габаритные размеры, масса); состава цехов; типа и масштаба производства. На крупных и средних предприятиях создается транспортный отдел, подчиненный непосредственно заместителю директора по общим вопросам или по маркетингу и сбыту. В составе транспортного отдела обычно создаются бюро (группы): планово-экономическое, диспетчерское, техническое, учета и др.
Планово-экономическое бюро разрабатывает план производственно-хозяйственной деятельности (транстехплан), определяет грузооборот по заводу и объем погрузочно-разгрузочных работ, рассчитывает потребность в транспортных и погрузочно-разгрузочных средствах, потребность в кадрах и фонд заработной платы, составляет смету затрат по транспортному хозяйству и калькуляцию себестоимости на отдельные виды услуг.
Диспетчерское бюро осуществляет оперативно-производственное планирование работы транспорта, которое сводится к составлению квартальных, месячных и суточных планов перевозок и к оперативному регулированию транспортных работ. Методы построения планов определяются степенью устойчивости грузопотоков на заводе.
Техническое бюро осуществляет техническую подготовку производства с целью комплексной механизации и автоматизации погрузочно-разгрузочных и транспортных операций; разрабатывает транспортно-технологические схемы, обеспечивающие стыковку отдельных звеньев транспортной сети предприятия и технологического оборудования; формирует альбомы чертежей по каждому виду подъемно-транспортного оборудования для изготовления запасных частей и проведения ремонтных работ.
Бюро учета ведет паспортизацию всех видов транспортных средств, осуществляет бухгалтерский учет и отчетность работы транспортного хозяйства.
Транспортный цех является материальной базой транспортного хозяйства. Цех, как правило, укомплектован различными транспортными средствами для осуществления межцеховых и внешних перевозок грузов.
Для внешних и межцеховых перевозок на предприятиях микроэлектроники используется, как правило, автомобильный и другой безрельсовый транспорт. Для внутрицеховых перевозок – ручные тележки.
Определение грузооборотов предприятия, маршрутов транспорта и потребного количества транспортных средств
Для правильного и бесперебойного транспортирования грузов необходимо обеспечить основные и вспомогательные цехи завода и транспортный цех достаточным числом соответствующих транспортных средств. Для расчета потребности в определенных видах транспортных средств и последующей организации их работы необходимо определить грузооборот завода, цеха, грузовые потоки и номенклатуру транспортируемых грузов.
Грузооборотом завода или цеха называется число груза, подлежащее перевозке за определенный период времени (год, квартал, месяц, сутки, смена).
Грузовым потоком называется число грузов, перемещаемых в определенном направлении между пунктами погрузки и выгрузки.
Грузовой оборот завода равен сумме отдельных грузовых потоков.
Грузооборот цеха определяется по таблице, состоящей из двух частей: поступления и отправления грузов; в каждой из них указываются пункты, наименование и количество груза.
Расчет грузооборота завода производится на основе грузооборотов цехов и общезаводских складов в виде шахматной ведомости, которая дает наглядную картину грузооборота и грузовых потоков и служит основой для расчета количества транспортных средств по соответствующим маршрутам (табл. 1).
Таблица 1
Шахматная ведомость грузопотоков
Куда Откуда | Ст. ж/д | Общ. завод. склад | Цех №1 | Цех №2 | Цех №3 | Склад отходов | Итого вывезли |
Ст. ж/д | - | 10 000 | - | - | - | - | 10 000 |
Общ. завод. склад | 7 500 | - | 2 000 | 8 000 | - | - | 17 500 |
| Цех №1 | - | - | - | 1 500 | - | 500 | 2 000 |
| Це№2 | - | - | - | - | 7 500 | 2 000 | 9 500 |
| Цех№3 | - | 7 500 | - | - | - | - | 7 500 |
| Склад отходов | - | - | - | - | - | - | - |
| Итого поступит | 7 500 | 17 500 | 2 000 | 9 500 | 7 500 | 2 500 | 46 500 |
Подобные работы: