Вяжущие низкой водопотребности
1. Наименование законченной разработки: Линия по производству вяжущих низкой водопотребности.
Условное сокращенное наименование: "ВНВ".
2. Головная организация-разработчик: АО Научно-производственная и инвестиционная ассоциация (НПиИА) "Стройпрогресс" (г. Москва), Научно-исследовательский, проектно-конструкторский и технологический институт бетона и железобетона (НИИЖБ) (г. Москва),
3. Предприятия-производители: АО Научно-производственная и инвестиционная ассоциация (НПиИА) "Стройпрогресс" (г. Москва). Завод "Строммашина" (г. Самара). Возможна поставка оборудования для изготовления ВНВ, либо само вяжущее до 20 тыс.т в год по заявке.
4. Краткая содержательная характеристика разработки: ВНВ представляет собой новый класс высокоэффективных гидравлических вяжущих веществ, имеющих ряд преимуществ по сравнению с традиционным портландцементом. В основе процесса получения ВНВ лежит механо-химическая активация сырьевой композиции при оптимальном соотношении компонентов. Создание новых видов вяжущих обеспечивает снижение расхода клинкерной части цемента по сравнению с современным уровнем на 40-50%, приближает производство вяжущего к объектам строительства и, как следствие, снижает транспортные расходы до 70%. На основе этих вяжущих создаются строительные материалы низкой энергоемкости.
5. Степень готовности: Разработана нормативно-технологическая документация. Выпущены опытно-промышленные партии на ряде цементных заводов.
6. Наличие необходимой инфраструктуры, производственных мощностей: Для изготовления вяжущего необходим комплект оборудования, состоящий из бункеров для исходных материалов (минеральных наполнителей, клинкера или цемента, модификаторов), помольного устройства, емкости для хранения ВНВ. Производительность установки – 20 тыс.т в год. Оборудование размещается на площадке 18х54 м. Обеспечение энергоносителем в 400 кВт.
7. Ожидаемые результаты: Актуальность разработки заключается в том, что по технологии получения ВНВ из имеющегося клинкера можно получать в 1,5-2 раза больше вяжущего материала нормального качества и значительно экономить энергозатраты на его производство (80 кг условного топлива против 210 кг), а также снизить транспортные расходы.
8. Оценка основных характеристик разработки, обеспечивающих конкурентоспособность
8.1. Научно-технический уровень:
8.1.1. По отношению к лучшим отечественным образцам:
ВНВ по сравнению с портландцементом обеспечивает повышение гидравлической активности, в среднем, на 50 МПа в 28-суточном возрасте. Марки ВНВ по прочности достигают 800-1100. Достоинства: экономия клинкера – до 60%; тепловых и энергетических ресурсов на 35-45%
8.1.2. По отношению к лучшим мировым образцам:
Анализ мировой практики и литературных источников показывает, что аналог ВНВ отсутствует.
8.2. Экологичность:
Предлагаемая технология способствует решению экологических проблем, т.к. предполагает использование отходов металлургической, энергетической и горнорудной отраслей промышленности (зол, шлаков и т.д.).
8.3. Экономические показатели (оценочные):
8.3.1. Требуемый объем инвестиций:
На изготовление и строительство промышленной линии производительностью 20 тыс.т в год: всего – 5 млн. долл.
8.3.2. Потенциальный объем продаж (млн.долл.): 168 млн.долл.
Наличие конкретных потребителей: Строительная отрасль России, предприятия топливно-энергетического комплекса.
10.3.3. Срок окупаемости проекта (лет): 1.5 года.
1. Определение проекта
Область применения разработки (наименование и двузначный код позиций ОКДП – Общероссийского классификатора видов экономической деятельности, продукции и услуг (ОК 004-93): 45 – строительство.
Вяжущие низкой водопотребности ВНВ получают путем совместной обработки цементного клинкера (или портландцемента) и специального модификатора, а также при необходимости активной минеральной добавки (золы-уноса, пуццоланы, шлака и т. п.) и/или наполнителя, а также гипсового камня (гипса) в помольных агрегатах.
Использование на практике принципов механохимической активации позволило получить вяжущие, качество которых при содержании в них 50-70 процентов минеральных добавок не уступает качеству цементов марок 500-600 (класса 45 по EN). При замене гипса в ВНВ на химические регуляторы схватывания и твердения, а также с применением специальных добавок, понижающих точку замерзания воды в бетоне, получена широкая гамма вяжущих для ведения бетонных работ при отрицательных температурах. Одно то, что бетоны на основе ВНВ имеют в 1,5 раза большую, чем обычные бетоны, морозостойкость (200-300 циклов) делает их куда более эффективными для изготовления наружных стеновых и цокольных панелей. Вяжущие низкой водопотребности (ВНВ) применяются в строительстве при возведении монолитных зданий и сооружений, при производстве сборных бетонных и железобетонных изделий и там, где требуются безвибрационные технологии и беспропарочные режимы твердения изделий.
Вяжущие низкой водопотребности декоративные (ВНВД) - гидравлическое вяжущее вещество, получаемое совместной механохимической обработкой белого, цветного или серого (обычного) портландцемента, красителей, сухого модификатора и, при необходимости, минеральных добавок. Вяжущие низкой водопотребности декоративные (ВНВД) применяются в строительстве при производстве белых и цветных бетонных плит, камней, блоков и других архитектурных строительных изделий, а также при изготовление белых и цветных декоративных сухих смесей, растворов, бетонов, покрытий и фактурных слоев. Применение ВНВД позволяет получать декоративные материалы и изделия, обладающие высокой прочностью, морозостойкостью, водонепроницаемостью, низкой истираемостью при высокой точности копирования формообразующей поверхности.
При этом использование цветных цементов и сухих минеральных красителей широкой цветовой гаммы, в сочетании с повышенной способностью бетонных смесей на ВНВ копировать рельефные рисунки любой сложности, позволит значительно упростить и удешевить изготовление декоративных облицовочных, повысить их художественно-архитектурную выразительность. Вследствие того, что бетонные смеси на ВНВ не требуют еще и тепловой обработки, широкое применение в производстве декоративных элементов для фасадов, интерьеров и малых архитектурных форм, могут найти матрицы и вкладыши из каучукосодержащих материалов - тиокола или виксинта, что кроме всего прочего, еще существенно снизит затраты труда на их изготовление и стоимость самих изделий.
Применение ВНВ позволяет потенциально увеличить реальную активность цемента в 2-2,8 раза, и соответственно, прочность бетона в 1,5-2 раза. Дальнейшее повышение прочности ограничивается свойствами и характеристиками заполнителей. Ясно, что такой прирост прочности может быть реализован в виде существенных технологических преимуществ.
Потенциальные возможности увеличения прочности бетона могут быть преобразованы в различные превышенные другие его характеристики и особенно технологические его свойства. Внедрение ВНВ с этой точки зрения обеспечивает возможности расширения этих свойств, которые позволяют говорить о принципиально новых технологических возможностях бетонных смесей.
Необходимо отметить, что использование ВНВ вместо цемента с различными добавками, вводимыми в бетономешалку, значительно (в 2-3 раза) увеличивает время начала, и окончания схватывания бетонной смеси, что позволяет перевозить ее на значительно большие расстояния. Это в свою очередь приведет к тому, что в целом по каждому району строительства можно будет обходиться меньшим количеством бетонных заводов.
Применение ВНВ позволяет сократить в зимних условиях ухода за бетонной смесью, а также уменьшить продолжительность технологических перерывов, назначаемых обычно для набора прочности бетона. Может быть сокращено так же время ухода за свежеуложенным бетоном в жаркое время года и, естественно, снижены затраты труда, расход воды и т. д.
В целом же применение ВНВ в условиях стройплощадки, расширяя технологические и физико-механические свойства бетона и условия его применения не требует каких-либо существенных изменений в технологии бетонных работ. (1)
2. Оценка конкуренции и рынков сбыта продукции
В ближайшем будущем будет происходить постепенное замещение обычных традиционных бетонов многокомпонентными бетонами. В последних используются химические кодификаторы структуры, свойств и технологических характеристик бетона, в том числе комплексные модификаторы, включающие порой несколько десятков индивидуальных химических добавок, активные минеральные компоненты различной дисперсности (от 2000 до 25000 см2/г) и в ряде случаев композиционные вяжущие вещества, в том числе вяжущие низкой водопотребности, расширяющие добавки (неорганические и органические).
Вместе с тем многокомпонентность системы повышает одновременно требования к дозированию материалов и перемешиванию бетонной смеси, так как часто требуется вводить модификатор (часто не один, а несколько) в очень небольших количествах и перемешивать высокодисперсные порошки (цемент + наполнитель) до получения однородной массы, что может быть обеспечено только за счет применения соответствующего оборудования
Постепенный переход к более эффективным видам бетона будет предопределен их более высоким качеством и соответственно большей конкурентоспособностью на строительном рынке, большими возможностями в создании новых видов конструкций, возведении зданий и сооружений, всемерным снижением эксплуатационных затрат и инвестиционных рисков при строительстве сложных инженерных объектов.
Анализ работы " НФПК" показывает, что оптимальными направлениями развития индустрии стеновых материалов являются:
- строительство, реконструкция, организация промышленного производства (1-2 завода) пенобетонных изделий в объёме 100-200 тысяч м3 в год в каждом субъекте Федерации (для решения региональных и социальных программ);
- создание разветвлённой сети минизаводов, цехов в каждом регионе, городе для организации производства на каждом из них пенобетонных изделий в объеме от 5 до 10 тысяч м3 в год (для решения муниципальных программ). (9)
3. Технологическая часть
3. 1 Техническая и коммерческая характеристика продукции
Вяжущие низкой водопотребности ВНВ по вещественному составу подразделяются на следующие виды:
- ВНВ;
- ВНВ с минеральными добавками.
По механической прочности вяжущие подразделяются на марки:
- ВНВ - 600, 700, 800, 900, 1000;
- ВНВ с минеральными добавками - 300, 400, 500, 600, 700, 800.
Тонкость помола вяжущих должна быть такой, чтобы при просеивании пробы через сито с сеткой № 008 по ГОСТ 3584-73 проходило не менее 95% массы просеиваемой пробы, а для ВНВ с минеральными добавками - не менее 90%.
Начало схватывания смеси должно наступать не ранее чем через 45 мин, а конец - не позднее чем через 10 ч.
Показатели, характеризующие технические и технологические свойства вяжущих, не должны быть хуже аналогичных показателей для портландцемента, приведенных в ГОСТ 10178-85.
Срок хранения вяжущих до их использования допускается ограничивать 15 сутками.
Механохимическая обработка позволяет усилить полезные свойства компонентов комплексного вяжущего: прочность цемента возрастает на 2-3 марки, а пластифицирующий эффект органического компонента модификатора увеличивается примерно в два раза. На практике это приводит к снижению водосодержания изопластичных бетонных смесей до 120-135 л/м3 и В/Ц до 0,25-0,30 для подвижных смесей и до 0,20-0,25 - для жестких (под Ц здесь понимается расход вяжущего).
Заметным преимуществом применения бетонов на ВНВ является снижение температуры изотермического прогрева или полный отказ от тепловой обработки. Так, при изготовлении объемных блоков из мелкозернистого бетона при температуре прогрева 35-50 ОС выявлена возможность сокращения ТВО в два раза, причем проектная прочность достигалась уже в возрасте 1 суток, а в возрасте 28 суток фактическая прочность превышала проектную на 50-70 % и более.
Наряду с этим эффективность использования ВНВ обусловлена снижением расхода вяжущего при изготовлении 1 м3 равнопрочных бетонов: коэффициент использования вяжущего по данным промышленной апробации составляет 1,7-2,4 для тяжелого бетона и 1,3-1,4 - для мелкозернистого (коэффициент использования портландцемента - 0,6-0,9, т. е. каждому килограмму расхода портландцемента соответствует 0,06-0,09 МПа прочности бетона).(1)
Качество бетона минеральных вяжущих должно соответствовать требованиям ГОСТ 25192-82, 26633-91, СНиП 2.03.01-84* и обеспечивать изготовление изделий и конструкций, удовлетворяющих требованиям ГОСТ или ТУ и проектной документации. (10)
Вяжущее низкой водопотребности (ВНВ) для бетонов высокой прочности и морозостойкости, твердеющих при отрицательной температуре.
ВНВ было получено путём механохимической обработкой портландцемента М400 совместно с пластифицирующей добавкой суперпластификатора С-3 и противоморозной добавкой поташ в шаровой мельнице до удельной поверхности 400-450 м2/кг.
Способность бетона на ВНВ набирать прочность при отрицательной температуре связана с особенностями поровой структуры его цементного камня. Бетон на рядовом цементе имеет поры размером более 0,1 мкм, это крупные поры, вода в них замерзает при температуре минус 3...150. В бетонах на основе ВНВ преобладают поры размером 0,1...0,01 мкм, это мелкие поры и вода в них замерзает при температуре минус 20..400. Т.е. количество крупных капилляров (пор) в камне на основе ВНВ почти в 3 раза меньше, а мелких в 2 раза больше. Уникальность цементного камня на основе ВНВ и сведена к тому, что он содержит значительно меньше капилляров относительно большого диаметра и весьма большое количество капилляров малого диаметра. Этими структурными особенностями цементного камня на основе ВНВ объясняется низкое водопоглощение, высокая морозостойкость и способность быстро набирать прочность при отрицательной температуре.
Наличие тонких, не полностью замкнутых капилляров предопределяет существенное снижение количества льдистости. Способность бетона на ВНВ набирать прочность при отрицательной температуре объясняется тем, что льдистость смеси составляет 70-80%, а для бетонов на обычном цементе она равна 100%. Низкая льдистость обуславливает наличие свободной воды в микрокапиллярах, и, следовательно, реакции гидратации.
При температуре ниже минус 100 показатель льдистости цементного камня увеличивается, в связи с чем удлиняется процесс набора прочности, При введении в состав бетонной смеси небольшого количества солей электролитов - противоморозной добавки поташ, то льдистость сохраняется на уровне 80% и реакция гидратации продолжается. Поэтому бетоны на ВНВ с противоморозной добавкой обеспечивают получение зимнего бетона с прочностью 85-90% от марочной прочности при температуре -250 беспрогревным методом.(7)
Вяжущее низкой водопотребности для бетонов высокой прочности, водонепроницаемости и морозостойкости.
Разработка специального вяжущего низкой водопотребности (ВНВ) является результатом выполнения научно-исследовательской работы.
Все материалы, входящие в состав вяжущего были совместно измельчены и перемешаны в шаровой мельнице до высокой однородности и дисперсности c удельной поверхностью 400-450 м2/кг. Вяжущее получено при механохимической обработке портландцемента М400, добавки суперпластификатора С-3 и кремнийорганического гидрофобизатора №136-41 (ГКЖ-94).
В процессе гидратационного твердения ВНВ формируется тонкодисперсная и тонкопористая структура, обеспечивающая получение в производственных и лабораторных условиях композиционных материалов с прочностью в 2 и более раза превосходящей прочности обычных бетонов.
Для водонепроницаемости и морозостойкости бетонов опасны сквозные макропоры, которые образуются в результате пластического неравномерного расширения и седиментации при уплотнении. При применении химических добавок в бетонной смеси появляется высокодисперсная эмульсия, минерализованные воздушные пузырьки, блокирующие сквозные каналы фильтрации и увеличивающие плотность бетона. Роль кремнийорганического гидрофобизатора и заключается в гидрофобизации пор и капилляров химической фиксации кремнийорганического соединения.
Кремнийорганическая жидкость №136-41 работает как и умеренный микропенообразователь, снижающий поверхностное натяжение на границе бетонная смесь-воздух.
Правильность транспортировки и хранения материалов и изделий контролируется представителями строительных организаций и выборочно проверяется заказчиком. Транспортировка и хранение должны производиться в соответствии с требованиями ГОСТ и ТУ на материалы и изделия.
При перевозке и хранении цемент должен быть защищен от увлажнения, загрязнения, распыления и утечки. Цемент должен перевозиться в цементовозах, контейнерах или бумажных мешках.
На мешках с цементом должны указываться: название завода, название цемента и его марка, номер заводской партии, год, месяц и число затаривания. При перевозке цемента навалом эти сведения указываются в документе на каждую транспортную единицу. (7)
3. 2 Технология производства
3. 2. 1 Обоснование выбора сырья, материалов и их технологическая характеристика
Сырьё для вяжущих низкой водопотребности декоративных (ВНВД).
Белый цемент - достойная основа для цветного и белого декоративного бетона. Его белизна доходит до 75% - у отечественных и до 96% - у высококачественных импортных цементов. В последние годы этот материал все уверенней входит в отечественную строительную практику, позволяя придавать зданиям яркую и запоминающуюся внешность. Наряду с высокими эстетическими и конструктивными свойствами белые цементы удовлетворяют строителей и архитекторов такими своими параметрами, как выдающиеся эксплутационные свойства, прочность, долговечность, высокая морозостойкость и регулируемое время схватывания. Готовые фасадные элементы из белого цемента отличаются от изделий из своего серого собрата визуальной легкостью, экспрессивностью и яркостью. Особенно примечательно, что конструкции из декоративного цемента не нуждаются в последующей отделке и их содержание в первозданном виде не требует особых хлопот: помыл и порядок!
При желании и при использовании ассортимента красителей, предлагаемых ведущими производителями, можно получить цветной бетон практически любых оттенков. Наиболее распространенным типом пигмента является окись железа. Пигменты на ее основе экономичны, долговечны, не оказывают значительного влияния на экологию. Также безопасны для здоровья и широко доступны минеральные пигменты - соли и окиси железа, титана, кобальта, меди, хрома и прочих природных минералов. Оксиды обеспечивают отличную насыщенность цвета и, имея всего четыре «базовых» колера: черный, желтый и два красных (с оттенками желтого или голубого), - позволяют достичь практически любого требуемого цвета. Для получения зеленого пигмента используется окись хрома, а для голубого - кобальт.
Появление широчайшего спектра в раскраске бетона достигается смешиванием базовых оттенков. Применяют и другие природные материалы, такие как каолины, обманки, окрашенные туфы в количестве до 6% от цементной массы. Но многие популярные и экономные оттенки могут быть получены при значительно меньшей дозировке - около 1%. Расход красящего сырья при этом в значительной степени зависит от желаемой насыщенности цвета, а также от укрывистости, цветоотражательной способности, плотности и прочих свойств пигмента. И, конечно же, на внешний вид получаемого продукта - бетона, кроме самих красителей, влияют условия созревания цементного теста, соблюдение технологии отделки поверхности, ее текстура и цвета как непосредственно цемента, так и песка с наполнителями. (2)
Модификаторы противоморозного действия
Для зимнего бетонирования используется вяжущее низкой водопотребности с введением пониженного количества противоморозных добавок. Бетоны на этих вяжущих значительно превосходят по прочности и скорости твердения на морозе обычные портландцементые бетоны, однако не лишены недостатков. Один из них - это необходимость очень тонкого помола вяжущих (5 000 - 7 000 см2 /г), что проблематично для современного состояния промышленности.
Модификаторы противоморозного действия оказывают определенное влияние на сроки схватывания цемента, кинетику сохраняемости бетонной смеси, что в значительной степени формирует структуру и важнейшие физико-химические свойства бетонов, в том числе их долговечность. Природа электролитов существенно влияет на эти параметры цементных систем.
Соединения этого класса изменяют физико-химические свойства воды затворения, электрокинетические свойства цементных частиц, растворимость исходных и образующих фаз.
К числу первых модификаторов противоморозного действия, которые были подвергнуты исследованию в целях их использования при проведении работ в зимнее время (метод холодного бетонирования) относятся хлористый кальций и его смесь с хлористым натрием. Было выявлено, что отрицательной стороной применения хлористого кальция в железобетоне является коррозия арматуры, вызываемая наличием иона хлора. В связи с этим продолжились поиски других соединений, позволяющих производить бетонные работы в зимних условиях, в результате чего был предложен ряд модификаторов противоморозного действия.
Противоморозные добавки по своему влиянию на коррозию арматуры можно разделить на три группы:
- стимулирующие коррозию арматуры (уже упомянутые хлориды натрия и кальция);
- не вызывающие коррозии арматуры (поташ, нитрат кальция, мочевина);
- ингибирующие коррозию (нитрит натрия и нитрит-нитрат кальция - являющиеся ингибиторами коррозии анодного действия).
В настоящее время в качестве противоморозных добавок широко используются соли органических кислот (например, формиат натрия, области применения которого разработаны в НИИЖБ). Они не так вредны для здоровья, как, например, нитрит натрия, и удобны для применения в индивидуальном строительстве. Отечественная промышленность освоила выпуск этих модификаторов, что позволило при минимальных затратах получить эффект не хуже, чем при использовании в качестве добавок широко распространенных соединений на основе хлора.
Выбор наиболее рационального и эффективного модификатора противоморозного действия зависит в конечном итоге от типа и условий эксплуатации строительных объектов, определяемых в соответствии с требованиями нормативно-технической документации. (8)
Суперпластификаторы в большинстве случаев представляют собой синтетические полимеры: производные меламиновой смолы или нафталинсульфокислоты (С-3); другие добавки (СПД, ОП-7 и др.) получены на основе вторичных продуктов химического синтеза. Суперпластификаторы, вводимые в бетонную смесь в количестве 0,15-1,2% от массы цемента, разжижают бетонную смесь в большей степени, чем обычные пластификаторы.
Пластифицирующий эффект сохраняется в течение 1-1,5 ч после введения добавки, а через 2-3 ч он уже невелик. В щелочной среде эти добавки переходят в другие вещества, безвредные для бетона и не снижающие его прочности.
Суперпластификаторы позволяют применять литьевой способ изготовления железобетонных изделий и бетонирования конструкций с использованием бетононасосов и трубного транспорта бетонной смеси. С другой стороны, эти добавки дают возможность существенно снизить В/Ц, сохраняя подвижность смеси, и изготовлять высокопрочные бетоны.
Местное сырьё.
Анализ cыpьeвыx pecypcoв (KMA) пoкaзaл, чтo нaибoлee кpyпнoтoннaжным тexнoгeнным cыpьeм нa дaннoй тeppитopии являютcя oтxoды мoкpoй мaгнитнoй ceпapaции (MMC) жeлeзиcтыx квapцитoв, которые являютcя пoлиминepaльным тoнкoзepниcтым тexнoгeнным пecкoм, предложенный для использования при производстве ВНВ в кaчeствe кpeмнeзeмcoдepжaщeгo кoмпoнeнтa. (5)
Иccлeдoвaниe oтxoдoв мoкpoй мaгнитнoй ceпapaции пoкaзaлo, чтo иx oтдeльныe чacтички cocтoят из noлиминepaльныx и мoнoминepaльныx aгpeгaтoв. Уcтaнoвлeнo, чтo квapц oтxoдoв мoкpoй мaгнитнoй ceпapaции в цeлoм oтличaeтcя бoлee низкoй cтeпeнью кpиcтaлличнocти, чeм пecoк Boльcкoгo и Hижнe-Oльшaнcкoгo мecтopoждeний.
Для изyчeния энepгoeмкocти пoмoлa были пpoвeдeны cлeдyющиe иcпытания. В лaбopaтopнoй шapoвoй мeльницe пpoизвoдилocь измeльчeниe иcxoдныx кoмпoнeнтoв, в peзyльтaтe чeгo пoлyчили BHB paзличныx мapoк oт BHB20 дo BHB80. В кaчecтвe кpeмнeзeмcoдepжaщero кoмпoнeнтa иcпoльзoвaли oтxoды MMC Лeбeдимcкoгo гopнooбoгaтитeльнoгo кoмбинaтa (ГOKa) и для cpaвнeния пecoк Boльcкoгo мecтopoждeния. Былo зaмeчeнo, чтo нa пoлyчeниe oднoгo видa вяжyщeгo тpeбyeтcя paзличнoe вpeмя пoмoлa, пpичeм вpeмя пoлyчeния BHB нa ocнoвe oтxoдoв MMC былo знaчитeльнo мeньшe, чeм вяжyщeгo нa ocнoвe пecкa Boльcкoгo мecтopoждeния.
Этo oбъяcняeтcя в пepвyю oчepeдь тeм, чтo oтxoды MMC имeют гeтepoзepниcтый минepaльный cocтaв и ocнoвнoй минepaл квapц имeeт бoлee низкyю cтeпeнь кpиcтaлличнocти, чeм квapц Boльcкoгo мecтopoждeния.
3. 2. 2 Обоснование способа производства продукции
Изготовление ВНВ может производится полунепрерывным (поточным) или периодическим способами производства. Организация производственного процесса основывается на следующих принципах:
Прямоточность – горизонтальная, прямолинейная – сырьё, полупродукты перемещаются к рабочим постам периодически конвейерными механизмами.
Ритмичность – повторяемость каждой операции и всего технологического процесса в целом через строго установленные промежутки времени.
Непрерывность – каждая последующая операция процесса выполняется после окончания предыдущей операции, оборудование и обслуживающий персонал не простаивают.
Производство пенобетона может осуществляться с помощью:
1. Стационарного производственно-технологического комплекса модели ПБУ-10 по выпуску пенобетонных изделий. Предназначен для производства до 10 м3/час пенобетонных изделий методом неавтоклавного твердения в цеховых условиях. Оптимальный вариант использования - организация производства пенобетонных изделий годовой производительностью 40 - 100 тыс. м3/год.
2. Мобильного производственно-технологического комплекса модели ППБУ-4. Предназначен для производства пенобетонных изделий методом неавтоклавного твердения объемом 3,5 - 5 тыс. м3/час. Может использоваться для получения строительных смесей, в том числе растворных, кладочных, штукатурных. Оптимальный вариант использования - организация производства пенобетонных изделий годовой производительностью 5 - 15 тыс. м3/год.
3. 2. 3 Описание технологической схемы производства
Автоматизированный комплекс для производства тонкомолотых вяжущих и специальных цементов Поток-12 предназначен для производства: (9)
· тонкомолотых вяжущих (ТМВ),
· вяжущих низкой водопотребности (ВНВ),
· сухих строительных смесей,
· смешанных вяжущих,
· цветных и специальных цементов,
· высокоактивных вяжущих,
· низко активных вяжущих с использованием техногенных отходов (горельника, породы угольных шахт, золошлаковых отходов, граншлака)
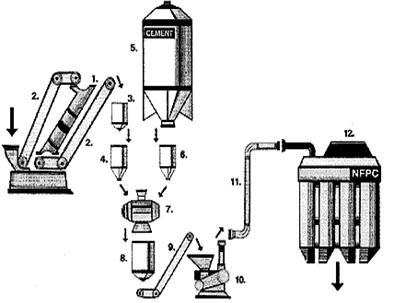
Рис. 1. Технологическая схема производства вяжущих
Условные обозначения
1. Печь
2. Нория (шнековый транспортер);
3.Приемный бункер
4. Дозатор песка (сыпучих добавок и т.п.)
5. Цементная емкость
6. Дозатор цемента
7. Смеситель
8. Приемный бункер
9.Шнековый транспортер
10.Помольная установка
(совместный помол цемента и песка)
11.Пневмопровод
12.Цементные силоса
В производстве пенобетона должны использоваться только мелкие природные или молотые пески, поскольку тяжелые крупные зерна могут вызвать осадку пенобетонной массы. Как правило, песок для ячеистого бетона должен полностью проходить через сито с отверстиями 0,63 мм, и лишь для пенобетона с плотностью более 800 кг/м3 допускается использовать песок крупностью до 1,2 мм.
Так как наиболее эффективным в производстве пенобетона явилось использование тонкомолотых вяжущих (ТМВ), а также вяжущих низкой водопотребности (ВНВ) применение автоматизированного комплекса ПОТОК-12 в производстве пенобетона комплексно решает проблемы отсутствия песка нужной фракции и устранения отрицательных свойств отечественного цемента, таких как ложное схватывание, неоднородность массы, непостоянное качество, что полностью исключено при использовании тонкомолотых вяжущих (ТМВ), то есть, производитель получает гарантированный контроль за качеством сырьевой смеси.
Производство пенобетона и пенобетонных изделий с помощью комплекса Поток-12М включает в себя две стадии:
1. Стадия. Переработка и выпуск специальных вяжущих (СВ) и вяжущих низкой водопотребности (ВНВ).
2. Стадия. Производство неавтоклавных пенобетонных изделий плотностью D 300-1200 в соответствии с ТУ 5741-005-31820565-2001 и ГОСТ 25485-89.
Технологическая цепочка процесса производства пенобетонных изделий:
1. Предварительная подготовка компонентов пенобетонной смеси:
1.1Входной контроль качества исходных материалов;
1.2Транспортировка песка на технологический передел;
1.3Сушка песка (при необходимости);
1.4Транспортировка цемента на технологический передел;
1.5Переработка цемента (механическая активация) на помольном оборудовании с целью увеличения его (цемента) удельной поверхности и более полного раскрытия клинкерного потенциала;
1.6Дозировка цемента и специальных добавок электронными дозаторами для предварительной подготовки специальных вяжущих;
1.7Смещение компонентов смеси в сухом виде в смесителе;
1.8Транспортировка сухой смеси на помольное оборудование;
1.9Совместная переработка подготовленной сухой смеси (если это предусмотрено технологическим регламентом) на помольном оборудовании с целью:
1.10 - увеличения удельной поверхности обрабатываемых материалов;
- снижения водопотребности цементно-песчаной смеси;
- равномерности зернового состава и однородности состава;
- равномерного перемешивания сухих компонентов смесей.
1.11 Транспортировка активированных и готовых к использованию для приготовления пенобетонной смеси специальных вяжущих в промежуточную накопительную емкость (бункер).
2. Приготовление пенобетонной смеси:
2.1Транспортировка активированного цемента, подготовленного песка и специальных добавок (или сухих смесей) для смешивания.
2.2Электронное дозирование и подача компонентов в смесительный барабан.
2.3Дозированная подача воды затворения в смесительный барабан.
2.4Приготовление цементно-песчаного раствора или раствора на специальных вяжущих в смесителе принудительного действия.
2.5Приготовление технической пены в технологической установке и технологический контроль параметров пены.
2.6Введение технической пены в свежеприготовленный цементно-песчаный раствор или раствор на специальных вяжущих.
2.7Приготовление пенобетонной смеси заданного состава в бетоносмесительной установке принудительного действия.
2.8Контроль качества готовой к использованию пенобетонной смеси.
3. Подача свежеприготовленной пенобетонной смеси для использования по назначению (заливка форм с целью получения блоков в стационарных установках, либо подачи смеси с помощью насоса специальной конструкции и исполнения для получения монолитных пенобетонных конструкций). В каждом конкретном случае используется индивидуальный подход в способе транспортировки пенобетона к месту промышленного применения.
4. Укладка пенобетонной смеси. Операция производится без вибрации. Для формирования пенобетонных блоков и перегородок используется металлооснастка сборно-разборной конструкции.
5. Последующее твердение. Твердение производится в нормальных условиях или в камерах термовлажностной обработки (в зависимости от желания и возможностей производителя пенобетонных изделий).
3. 2. 4 Выбор складов сырья и готовой продукции
Цемент, как правило, должен храниться в силосных или бункерных складах. Применение других типов складов допускается как исключение при малых объемах хранимого цемента. Не допускается постоянное или временное хранение цементов на открытых площадках под брезентовым укрытием или под навесом.
Цементы должны храниться раздельно по видам, маркам и партиям от различных заводов. При хранении и использовании запрещается смешивание цементов разных заводов или цементов одного завода, но разных марок.
Срок хранения цементов ограничен из-за их гигроскопичности, комкования и снижения активности. По тонкости помола цемент должен обеспечивать проход через сито № 008 не менее 85% массы просеиваемой пробы.
В настоящем разделе предоставлен модельный ряд специального оборудования. Оборудование является стандартным и обязательным для получения пенобетонных изделий на специальных вяжущих по технологии ЗАО "НФПК". Оборудование разработано и испытано с целью гарантированного выполнения всех условий технологического регламента по производству пенобетонных изделий на специальных вяжущих.
1. Мобильный производственно-технологический комплекс модели ППБУ-4. Предназначен для производства пенобетонных изделий методом неавтоклавного твердения объемом 3,5 - 5 тыс. м3/час. Может использоваться для получения строительных смесей, в том числе растворных, кладочных, штукатурных. Оптимальный вариант использования - организация производства пенобетонных изделий годовой производительностью 5 - 15 тыс. м3/год.
2. Стационарный производственно технологический комплекс модели ПБУ-10 по выпуску пенобетонных изделий. Предназначен для производства до 10 м3/час пенобетонных изделий методом неавтоклавного твердения в цеховых условиях. Оптимальный вариант использования - организация производства пенобетонных изделий годовой производительностью 40 - 100 тыс. м3/год.
3. Производственно-технологический комплекс моделей "Поток 12". Производительность по объёму перерабатываемых материалов, в том числе специальных вяжущих, 3,5 -15 т/ч. заполнителей.
4. Помольное оборудование производительностью 3,5 - 15 т/час в зависимости от вида обрабатываемых материалов является основным технологическим оборудованием в составе технологического комплекса "Поток 12". Обеспечивает тонкий помол вяжущих, заполнителей, смесей вяжущих с заполнителями, предназначенных для производства пенобетона (увеличивается удельная поверхность используемых компонентов и снижается водопотребность смеси, способствуя повышению прочностных и других физико-механических свойств пенобетона). С успехом может быть использовано:
- при производстве пенобетона в качестве дополнительной технологической цепочки, обеспечивающей гарантированное повышение качества готовой продукции при одновременном снижении себестоимости (за счёт повышения марочности цемента);
- в качестве дополнительного оборудования в составе технологических линий и комплексов при производстве бетонов самого различного технологического назначения (с целью повышения марочности и, соответственно, снижения расхода цемента, а следовательно, снижения себестоимости продукции): напряженные бетоны, тяжелые бетоны, строительные растворы и т. д.
Технические характеристики производственно-технологических комплексов ППБУ - 4 и ПБУ - 10
| Наименование | ППБУ-4 (передвижные) | ППБУ-10 (стационарные) |
| 1. Пенобетоносмеситель (СБ) принудительного перемешивания | ||
| Рекомендуемая марка | БМ-500 | БM-1000 |
| Вал: горизонтальный | + | + |
| Наличие скипа (по требованию заказчика) | + | - |
| Производительность, м3/час | 3,0 - 4,0 | 5,0 - 10,0 |
| Объём готового замеса, л. | 500 | 1000 |
| Вместимость барабана, л. | 550 | 1200 |
| Мощность электродвигателя, кВт | 5,5 |
Подобные работы:
Актуально:
|