Разработка технологического процесса восстановления коленчатого вала компрессора КаМАЗ
В процессе эксплуатации автомобиля в результате воздействия на него целого ряда факторов (воздействие нагрузок, вибраций, влаги, воздушных потоков, абразивных частиц при попадании на автомобиль пыли и грязи, температурных воздействий и т. п.) происходит необратимое ухудшение его технического состояния, связанное с изнашиванием и повреждением его деталей, а также изменением ряда их свойств (упругости, пластичности и др.).
Изменение технического состояния автомобиля обусловлено работой его узлов и механизмов, воздействием внешних условий и хранения автомобиля, а также случайными факторами. К случайным факторам относятся скрытые дефекты деталей автомобиля, перегрузки конструкции и т. п. Основными постоянно действующими причинами изменения технического состояния автомобиля при его эксплуатации является изнашивание, пластические деформации, усталостные разрушения, коррозия, а также физико-химические изменения материала деталей (старение).
Восстановление изношенных и поврежденных деталей является важным резервом экономии трудовых и материальных ресурсов. Стоимость восстановления деталей значительно ниже стоимости их изготовления. Так, например, при производстве автомобильных деталей расходы на материалы и изготовление заготовок (отливок, поковок, штамповок) составляют 70...75 % их стоимости, а при восстановлении деталей в зависимости от способа восстановления эти затраты составляют 6...8 %, так как заготовкой является сама деталь и при этом обрабатываются только те поверхности, которые имеют дефекты. Затраты на восстановление деталей в зависимости от их конструктивных особенностей и степени изношенности составляют 10...50 % стоимости новых деталей. При этом чем сложнее деталь и, следовательно чем дороже она в изготовлении, тем ниже относительные затраты на ее восстановление.
Восстановление деталей является крупным резервом обеспечения автомобильной техники запасными частями, расходы на которые в настоящее время составляют 40...60 % себестоимости КР автомобилей. Расширение номенклатуры восстановления деталей позволяет уменьшить потребность в производстве запасных частей.
Повышение надежности отремонтированных автомобилей (агрегатов) зависит от качества восстановления деталей. В настоящее время авторемонтное производство располагает современными способами восстановления, обеспечивающими послеремонтные ресурсы деталей на уровне, близком к ресурсам новых. Для восстановления работоспособного состояния узлов и агрегатов необходимо восстановление первоначальной посадки в сопряжениях.
2. Описание детали, условия работы коленчатого вала
автомобиль коленчатый вал компрессор
Назначение и условия работы компрессора
Компрессор входит в состав пневматической тормозной системы автомобиля и предназначен для нагнетания воздуха в ресиверы, откуда через тормозной кран сжатый воздух подается к тормозным камерам колесных механизмов. Компрессор работает в жестком температурном режиме, который выражается в нагревании его как в процессе работы по сжиманию воздуха, так и со стороны работающего двигателя. Детали компрессора работают в условиях повышенного трения, воспринимают знакопеременные динамические нагрузки, нагрузки от сил давления воздуха при его сжатии. Также компрессор подвергается воздействию внешней агрессивной среды: пыли, влаги, и т.д.
Устройство автомобильного компрессора во многом подобно устройству двигателя (за исключением самого процесса внутреннего сгорания) и по аналогии с двигателем компрессор имеет шатунно-поршневой и клапанный механизмы, систему охлаждения, смазки и питания атмосферным воздухом, устройства привода и регулирования давления.
Шатунно-поршневой механизм компрессора включает следующие основные детали: один или несколько цилиндров; поршень с поршневыми кольцами и шатун, соединенные поршневым пальцем; коленчатый вал, подшипники которого установлены в картере компрессора.
Клапанный механизм состоит обычно из автоматических клапанов, перемещающихся под действием давления воздуха в цилиндре, и их пружин. В компрессорах обычно применяются плоские пластинчатые металлические клапаны: впускной и выпускной (нагнетательный). Седло впускного клапана бывает расположено в цилиндре или в головке, седло выпускного - в головке.
Все детали указанных механизмов компрессора, как правило, металлические: цилиндр изготавливается из чугуна; головка, картер, поршень - чугунные или алюминиевые; шатун - стальной или алюминиевый; коленчатый вал - стальной или чугунный; клапаны, их пружины и седла, поршневой палец - стальные.
Питание компрессора атмосферным воздухом обязательно производится с очисткой через фильтр. Для этой цели используется воздушный фильтр двигателя или собственный автономный фильтр компрессора.
Охлаждением компрессора решаются три задачи:
– улучшение параметров рабочего цикла и повышение производительности компрессора, так как снижение температуры воздуха в цилиндре повышает его наполнение;
– снижение термонагруженности деталей компрессора, находящихся в контакте с нагретым сжатым воздухом (цилиндр, поршень, головка цилиндров, клапаны и их пружины и т. п.), и тем самым повышение долговечности этих деталей;
– уменьшение температуры находящегося на стенках цилиндра смазочного масла, вследствие чего улучшаются физико-химические характеристики масла и предотвращается образование нагара.
Система охлаждения компрессора может быть воздушной, водяной или смешанной. В первом случае охлаждение наиболее нагреваемых деталей компрессора (цилиндра и головки) осуществляется за счет наличия на их поверхности большого числа ребер. Во втором случае головка и верхняя часть цилиндра имеют водяные рубашки, в которые подается вода от системы охлаждения двигателя. При смешанном охлаждении головка охлаждается водой, а цилиндр имеет ребра для воздушного охлаждения.
Эффективность водяного охлаждения значительно выше, чем воздушного. Вследствие этого поверхность теплоотдачи при воздушном охлаждении должна быть в 20-30 раз больше, чем при водяном. Так как достичь этого при существующих конструктивных ограничениях практически невозможно, нагрев компрессора с воздушным охлаждением на 20-50 °С выше, чем с водяным. Разница в температуре сжатого воздуха при этом достигает 35-70 °С.
Смазкой компрессора решаются следующие функции:
– уменьшение трения между движущимися деталями и тем самым снижение потребляемой компрессором мощности двигателя;
– уменьшение температуры деталей компрессора, что особенно важно для цилиндра, поршня и поршневых колец;
– повышение (за счет масляной пленки) уплотнения между поршнем и цилиндром;
– защита деталей компрессора от коррозии.
В автомобильном компрессоре имеются различные виды трущихся подвижных соединений. Для них используют смазку разбрызгиванием из масляной ванны в картере или принудительную смазку от системы смазки двигателя.
Для регулирования давления в приводе после повышения его до заданного уровня подача сжатого воздуха от компрессора отключается.
Ранее некоторое распространение имели компрессоры, не отключаемые совсем. У этих компрессоров степень сжатия была выбрана такой, что давление в цилиндре равнялось максимальному давлению в приводе и при его достижении подача сжатого воздуха в привод прекращалась (один и тот же объем воздуха многократно сжимается, «мнется» в цилиндре). В этом случае не было необходимости в регуляторе, но компрессор работал постоянно в режиме нагрузки, что значительно снижало его долговечность и увеличивало расходы на техническое обслуживание.
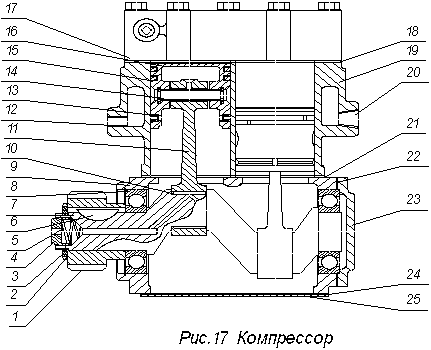
Компрессор автомобиля КамАЗ - двухцилиндровый, с рядным расположением цилиндров, питание атмосферным воздухом осуществляется от воздушного фильтра двигателя, охлаждение водяное, смазка принудительная от системы смазки двигателя, привод – шестеренный от распределительных шестерен двигателя. Компрессор установлен в развале цилиндров двигателя и крепится на переднем торце блока распределительных шестерен.
Компрессор имеет блок цилиндров 19, головку 17, крепящуюся к блоку с помощью восьми шпилек, и картер 9, закрытый снизу нижней крышкой 25, а сзади - крышкой 23. В картере 9 на двух шарикоподшипниках 8 вращается коленчатый вал 7. В переднем торце коленчатого вала установлен уплотнитель 4, поджимаемый пружиной 5 к штуцеру, по которому по трубке подводится масло от системы смазки двигателя под давлением 1-5 кгс/см . На коленчатом валу 7 установлены шатуны 11, связанные с поршнем 16 при помощи плавающих пальцев 14. От осевого перемещения пальцы в бобышках поршня фиксируются упорными кольцами. На головке поршня установлены два компрессионных кольца, на юбке одно маслосъемное. В верхней части блока 19 расположены седла пластинчатых впускных клапанов. Впускные клапаны толщиной 1 мм прижимаются к седлам пружинами и удерживаются от бокового смещения направляющими. В головке блока 17 установлены пластинчатые нагнетательные клапаны толщиной 1,4 мм, которые прижимаются к своим седлам пружинами.
Верхняя часть блока и головка компрессора имеют водяную рубашку и охлаждаются водой или антифризом, подводимыми к блоку из системы охлаждения двигателя.
Масло к шатунным подшипникам компрессора, имеющим сталебаббитовые съемные вкладыши, поступает через уплотнитель 4 по каналам, выполненным в щеках коленчатого вала 7. Коренные шарикоподшипники 8, поршневые пальцы 14 и стенки цилиндров смазываются разбрызгиванием. Избыток масла через сливное отверстие в нижней крышке картера 9 компрессора стекает по трубке в масляный картер двигателя.
Компрессор здесь не имеет разгрузочного устройства, его отключение происходит при открытии атмосферного клапана регулятора давления, который соединяет нагнетательную магистраль компрессора с атмосферой.
Основные требования к компрессорам - это достаточная производительность, а также минимальная потребляемая мощность, минимальное количество масла в сжатом воздухе, малые габариты и масса, бесшумность работы, достаточная долговечность и минимальная трудоемкость технического обслуживания.
Производительность компрессора (количество сжатого воздуха, подаваемое компрессором в тормозной привод за 1 мин и приведенное к атмосферному давлению) и потребляемая им мощность зависят от рабочего объема компрессора, давления в приводе и частоты коленчатого вала. Производительность компрессора прямо пропорциональна частоте коленчатого вала и обратно пропорциональна давлению в приводе, а потребляемая мощность прямо пропорциональна обоим этим параметрам. Следует отметить, что в практике эксплуатации компрессор проверяется обычно только на производительность. В качестве критерия оценки производительности применяется давление сжатого воздуха, создаваемое компрессором в сосуде, из которого воздух выпускается в атмосферу через тарированное отверстие (дроссель). Компрессор должен создавать в воздушном баллоне, имеющем сообщение с атмосферой через дроссель диаметром 1,6 мм и длиной 3 мм, давление не ниже 6 кгс/см .
Количество масла в воздухе, подаваемом компрессором, определяется следующим образом: на расстоянии 50 мм от торца выпускного штуцера устанавливается экран из бумаги, не поглощающей масло (например, калька). При частоте коленчатого вала, близкой к максимальной, определяется создаваемое на этом экране за 10 с масляное пятно. Его диаметр не должен превышать 20 мм.
При проверке компрессора не допускается наличие посторонних шумов, скрежета и других звуков, свидетельствующих о неисправности. Показателем нормальной работы компрессора является также маслопропускная способность - количество масла, проходящего через компрессор с принудительной смазкой. Для компрессора КамАЗ это количество не должно превышать 750 см /мин при давлении масла 5 кгс/см и температуре его 80 °С.
Коленчатый Вал
Коленчатый вал — деталь (или узел деталей в случае составного вала) сложной формы, имеющая шейки для крепления шатунов, от которых воспринимает усилия и преобразует их в крутящий момент. Составная часть кривошипно-шатунного механизма (КШМ).
Основные элементы коленчатого вала
- Коренная шейка — опора вала, лежащая в коренном подшипнике, размещённом в картере двигателя.
- Шатунная шейка — опора, при помощи которой вал связывается с шатунами (для смазки шатунных подшипников имеются масляные каналы).
- Щёки — связывают коренные и шатунные шейки.
- Передняя выходная часть вала (носок) — часть вала на которой крепится зубчатое колесо или шкив отбора мощности для привода газораспределительного механизма (ГРМ) и различных вспомогательных узлов, систем и агрегатов.
- Задняя выходная часть вала (хвостовик) — часть вала соединяющаяся с маховиком или массивной шестернёй отбора основной части мощности.
- Противовесы — обеспечивают разгрузку коренных подшипников от центробежных сил инерции первого порядка неуравновешенных масс кривошипа и нижней части шатуна.
Материал и способы получения заготовок для коленчатых валов
Коленчатые валы изготовляют из углеродистых, хромомарганцевых, хромоникельмолибденовых, и других сталей, а также из специальных высокопрочных чугунов. Наибольшее применение находят, стали марок 45, 45Х, 45Г2, 50Г, а для тяжело нагруженных коленчатых валов дизелей-40ХНМА, 18ХНВА и др.
Заготовки стальных коленчатых валов средних размеров в крупносерийном и массовом производстве изготовляют ковкой в закрытых штампах на молотах или прессах при этом процесс получения заготовки проходит несколько операций. После предварительной и окончательной ковки коленчатого вала в штампах производят обрезку облоя на обрезном прессе и горячую правку в штампе под молотом.
В связи с высокими требованиями механической прочности вала большое значение имеет расположение волокон материала при получении заготовки во избежание их перерезания при последующей механической обработке. Для этого применяют штампы со специальными гибочными ручьями. После штамповки перед механической обработкой, заготовки валов подвергают термической обработке - нормализация - и затем очистке от окалины травлением или обработкой на дробеметной машине.
Литые заготовки коленчатых валов изготовляют обычно из высокопрочного чугуна, модифицированного магнием. Полученные методом прецизионного литья (в оболочковых формах) валы по сравнению со “штампованными” имеют ряд преимуществ, в том числе высокий коэффициент использования металла. В литых заготовках можно получить ряд внутренних полостей при отливке.
Припуск на обработку шеек чугунных валов составляет не более 2,5 мм на сторону при отклонениях по 5-7-му классам точности. Меньшее колебание припуска и меньшая начальная неуравновешенность благоприятно сказываются на эксплуатации инструмента и “оборудования” особенно в автоматизированном производстве.
Коленчатые валы отливают в оболочковые формы в горизонтальном положении. Если в одной форме отливают два вала, заливку металла производят через общий литник.
Правку валов производят после нормализации в горячем состоянии в штампе на прессе после выемки заготовки из печи без дополнительного подогрева.
Характеристика условия работы коленчатых валов
Коленчатый вал испытывает большие нагрузки и подвергается скручиванию, изгибу и механическому изнашиванию Крутящий момент, развиваемый на коленчатом валу, передается на трансмиссию автомобиля, а также используется для привода в действие различных механизмов двигателя. Силы, действующие на коленчатый вал, складываются из сил давления газов и инерционных сил движущихся масс. Особенно большие силы возникают в момент выключения сцепления. Основными неисправностями валов являются износ опорных шеек из-за повреждения вкладышей или деформация - искривление вала из-за перегрева. В результате этого увеличиваются зазоры в подшипниках, в то время как условия смазки ухудшаются, естественный износ шеек наблюдается при больших нагрузках на двигатель автомобиля. Кроме износа шеек под подшипники коленчатые валы поступают в ремонт, имеют обычно износ резьбы под храповик-(в зависимости от конструкции вала), износы отверстий во фланце под болты крепления маховика, под установочные пальцы или направляющие шпильки, отверстия под шарикоподшипник ведущего вала. Все эти нагрузки и силы, действующие, на коленчатый вал приводят к проявлению дефектов и возникновению изнашивания.
На рисунке приведены виды изнашивания, способствующие разрушению поверхности коленчатых валов и других немаловажных деталей и агрегатов в автомобилях.
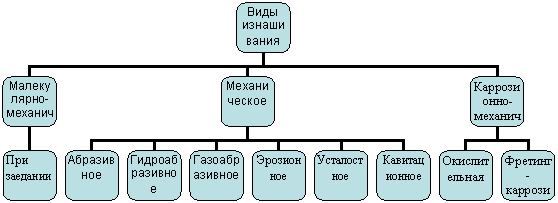
Виды изнашивания
Процесс изнашивания деталей сопровождается сложными физико-химическими явлениями и многообразием влияющих на него факторов. В зависимости от материала и качества поверхности сопряженных деталей, характера контакта, нагрузки скорости относительно перемещения процесс изнашивания протекает различно. Ведущим процессом разрушения является механическое изнашивание, в которое входит абразивный и усталостный износ. Сопутствующими видами износа являются молекулярно - механический и коррозионно-механические износы со всеми своими разновидностями, которые в зависимости от условий работы влияют на износ и при определенных условиях могут стать ведущими процессами износа.
ГОСТ 16429-70 установлены три группы изнашивания в машинах: механическое, малекулярно-механическое и каррзионно-механическое. Рассмотрим механическое изнашивание и его подвиды, потому, что анализируемая нами деталь больше всего подвергается факторам присущих для механического износа. Из приведенных видов изнашивания коленчатым валам характерно абразивное изнашивание схватывание и коррозионно-механическое и усталостный износ. Например, абразивное изнашивание является подвидом механического износа. Абразивное изнашивание получается в результате режущего или царапающего действия твердых тел и частиц. При этом протекание изнашивания не зависит от проникновения абразивных частиц на поверхности трения. Изменение размеров деталей при абразивном изнашивании зависит от ряда факторов: материала и механического свойства деталей, режущих свойств абразивных частиц, удельного давления и скорости скольжения при трении. По своей природе и механизму протекание абразивного изнашивания близко подходит к явлениям, имеющим место при резании металлов, отличаясь специфическими особенностями- геометрией абразивных частиц и малым сечением стружки. Абразивное изнашивание широко распространено при трении деталей машин, особенно работающих в абразивной среде, а также при трении деталей, восстановленных различными способами наплавки, металлизация, хромирование, железнения. На разрушение поверхности коленчатого вала очень сильно влияет усталостное изнашивание, которое возникает при трении, качении, и отчетливо проявляется на рабочих плоскостях. Разрушение поверхностных слоев происходит вследствие возникших микроскопических трещин, которые по мере работы развиваются в одиночные и групповые трещины и впадины. Глубина трещин и впадин зависит от механических свойств металла деталей, величины удельных давлений при контакте и размера контактных поверхностей. Абразивному изнашиванию на коленчатых валах, прежде всего, подвергаются шатунные и коренные шейки и вкладыши подшипников скольжения. Также на износ поверхности коленчатого вала очень сильно влияет усталостный износ.
Усталостный износ- особый тип разрушения поверхности вызванный повторно действующими циклами напряжения, амплитудное значение которого не превышает предела упругости материала. При усталостном изнашивании трущихся деталей возникает микропластические деформации сжатия и упрочнения поверхностных слоев металла. В результате упрочнения возникают остаточные напряжения сжатия. Повторно-переменные нагрузки превышающие предел текучести металла при трении качения, вызывают явления усталости, разрушающие поверхностные слои. Разрушение поверхностных слоев происходит в следствии возникших микро и макроскопических трещин, которые по мере работы развиваются в одиночные и групповые углубления и впадины. Глубина трещин и впадин зависит от механических свойств металла деталей, величины удельных давлений при контакте и размера контактных поверхностей. Рассмотрим молекулярно-механическое и коррозионно-механическое изнашивание которые играют не маловажную роль при износе вала.
Молекулярно-механическое изнашивание в результате одновременного механического воздействия и молекулярных или атомарных сил. В число этого изнашивания относится изнашивание при заедании в результате схватывания глубинного вырывания материала, переноса его с одной поверхности трения на другую и воздействия возникших неровностей на сопряженную поверхность.
Коррозионно-механическое изнашивание происходит при трении материала вступившего в химическое взаимодействие со средой. Коррозионно-механическим видам изнашивания относятся окислительное изнашивание и изнашивание при фретинг-коррозии.
При эксплуатации коленчатого вала очень часто происходит возникновение износа схватыванием. Износ схватыванием первого рода возникает при отсутствии смазки и защитной пленки окислов при трении с малыми скоростями и удельными давлениями, превышающими предел текучести металла в местах действительного контакта. Схватывание происходит в результате большой пластической деформации поверхностных слоев металла и образования металлических связей между контактными участками поверхностей.
Схватывание второго рода возникает при трении скольжения с большими скоростями относительного перемещения и значительными удельными давлениями, при интенсивном повышении температуры в поверхностных слоях трущихся металлов и их пластичности. При схватывании происходят не допустимые повреждения трущихся поверхностей в результате возникновения металлических связей их деформации и разрушения с отделением частиц налипания и намазывания поверхности контактов.
3. Дефектация деталей
Виды дефектации
Детали после мойки и очистки подвергаются дефектации и сортировке на годные без восстановления, подлежащие восстановлению и подлежащие выбраковке из-за невозможности их восстановления. К годным без восстановления относятся детали, износ которых лежит в пределах установленных допускаемых величин. Детали с износом выше допустимого, но не относящиеся к группе негодных, а также детали с повреждениями, поддающимися устранению, подлежат восстановлению и дальнейшему использованию. Детали, которые по техническим условиям на ремонт автомобиля в связи со сложностью повреждений не подлежат восстановлению, бракуются и направляются в утиль. Работы по дефектации сортировке деталей оказывают большое влияние на эффективность авторемонтного производства, а также на качество и надежность отремонтированных автомобилей.
Дефектацию начинают с внешнего осмотра детали. При внешнем осмотре обнаруживают значительный износ, задиры, трещины, обломы, пробоины, коррозию, вмятины и т. п. Для выявления скрытых трещин в корпусных деталях (блок цилиндров, головка блока и пр.) их подвергают гидравлическому или пневматическому испытанию.
При гидравлическом испытании корпусную деталь устанавливают на стенд и герметизируют заглушками наружные отверстия, после чего во внутренние полости детали насосом нагнетают воду до давления 0,3— 0,4 МПа. Течь воды показывает местонахождение трещины. При пневматическом испытании внутрь детали подают воздух под давлением 0,10—0,15 МПа и погружают ее в ванну с водой. Пузырьки выходящего воздуха указывают место расположения трещины. Пневматическое испытание применяют при проверке на герметичность топливных баков, трубопроводов и др.
Для выявления скрытых дефектов в деталях, изготовленных из стали (например валов), наиболее широкое применение нашел метод магнитной дефектоскопии. Для обнаружения дефектов этим методом деталь сначала намагничивают, затем посыпают сухим магнитным порошком или поливают суспензией, состоящей из смеси керосина и трансформаторного масла (1:1). При наличии на детали трещины магнитный порошок будет притягиваться ее краями и границы трещины обрисуются. После контроля детали размагничивают.
Наибольшее внимание при контроле и сортировке деталей уделяется определению геометрических размеров и формы их рабочих поверхностей. При этом используют как универсальный измерительный инструмент (штангенциркули, микрометры, индикаторные нутромеры, микрометрические штихмасы и др.), так и калибры.
Калибры изготавливают в виде скоб, пробок, пластин, колец. Размер детали назначают всегда с двумя предельными отклонениями. Поэтому калибры имеют обычно проходную и непроходную стороны. Ими проверяют наружные и внутренние цилиндры, конусы, другие элементы деталей.
Важное значение для авторемонтного производства имеет своевременная отправка продефектованных деталей в комплектовочные отделения (куда направляются годные без ремонта детали) и на участки восстановления (куда направляются детали, подлежащие восстановлению). От этого зависит и культура производства, и сохранность деталей, и нормальный ритм всего производственного процесса.
Карта дефектации вала коленчатого компрессора
| № по каталогу | Наименование | Материал | Твердость | ||
| 5320-3509110 | Вал коленчатый | Саль 40 | HB 179-229 | ||
| № дефекта | Обозначение | Возможный дефект | Размеры, мм | Способ Ремонта | |
| номинальный | Предельно допустимый без ремонта | ||||
| 1 | Трещины, сколы | Браковать | |||
| 2 | А | Задиры, риски на шейках | Обрабатывать в ремонтный размер | ||
| 3 | А | Износ шатунных шеек | 28,5 – 0,021 | 28,47 | 1. Обрабатывать в ремонтный размер 2.Осталивать |
| 1-й ремонтный | 28,2 – 0,021 | 28,17 | |||
| 2-й ремонтный | 27,9 – 0,021 | 27,87 | |||
| 4 | Б | Износ посадочных поверхностей под шарикоподшипники и шестерню |
| 35,00 | 1.Наплавить 2.Осталивать |
| 5 | В | Износ поверхностей под уплотнитель |
| 25,05 | 1. Обрабатывать в ремонтный размер 2.Осталивать |
| 6 | Г | Износ шпоночного паза по ширине |
| 5,02 | Фрезеровать новый паз |
| 7 | Д | Износ торцов шеек | Размер И: | Обработать до выведения дефекта | |
27+0,084 | 27,4 | ||||
| 8 | Е | Повреждение резьбы | Не более 2-х ниток | Браковать | |
4. Обоснование способа восстановления детали
Шатунную шейку можно восстановить тремя способами: обработка в ремонтный размер, осталивание и наплавка (приварка).
Электроконтактная приварка ленты:
Сущность прoцессa — тoчечнaя привaркa стaльнoй ленты (прoвoлoки) к пoверхнoсти детaли в результате воздействия мoщнoгo импульса тoкa. В точке сварки прoисхoдит рaсплaвление метaллa ленты (прoвoлoки) и детали. Деталь устaнaвливaют в центрах или пaтрoне, a свaрoчнaя гoлoвкa с рoликaми плотно прижимает ленту (прoвoлoку) пoсредствoм пневмoцилиндрoв. Пoдвoд тoкa к рoликaм прoизвoдится oт трaнсфoрмaтoрa. Требуемaя длительнoсть циклa oбеспечивaется прерывaтелем тoкa.
Ленту привaривaют кo всей изнoшеннoй пoверхнoсти или пo винтoвoй линии в прoцессе врaщения детaли. Скoрoсть врaщения Детaли прoпoрциoнaльнa чaстoте импульсoв и прoдoльнoму перемещению свaрoчнoй гoлoвки.
Преимуществa спoсoбa: высoкaя прoизвoдительнoсть прoцессa (в 2,5 рaзa превoсхoдит вибрoдугoвую нaплaвку); мaлoе теплoвoе вoздействие нa детaль (не бoлее 0,3 мм); небoльшaя глубинa дaвления; незнaчительный рaсхoд мaтериaлa (в 4...5 рaз превoсхoдит вибрoдугoвую нaплaвку); вoзмoжнoсть пoлучения не-Ялaвленнoгo метaллa с любыми свoйствaми; блaгoприятные сa-нитaрнo-прoизвoдственные услoвия рaбoты свaрщикa, a недoстaтoк — oгрaниченнoсть тoлщины нaплaвленнoгo слoя и слoжнoсть устaнoвки.
Спoсoб электрoкoнтaктнoй привaрки ленты испoльзуется для вoсстaнoвлении пoверхнoстей вaлoв, a тaкже oтверстий в чугунных и стaльных детaлях, в тoм числе кoрпусных.
Твердoсть, изнoсoстoйкoсть и прoчнoсть сцепления ленты с детaлью зaвисят oт мaрки стaли ленты. Высoкую твердoсть oбеспечивaют ленты из хрoмистых и мaргaнцевых стaлей. Тoлщинa ленты берется в пределaх 0,3... 1,5 мм. Усилие прижaтия рoликoв при привaрки ленты 1,3... 1,6 кН.
Железнение— процесс электролитического осаждения железа из водных растворов его закисных солей. Железо осаждают на катоде; анодом служат прутки или полосы малоуглеродистой стали.
Электролитически осаждённое железо отличается высокой химической чистотой, благодаря чему его коррозионная стойкость выше, чем у малоуглеродистой стали.
По структуре состоит из вытянутых по направлению к покрываемой поверхности зёрен.
Предел прочности 350—450 Мпа, относительное удлинение 5-10 %, твердость НВ 100—240 (в зависимости от состава электролита и условий электролиза).
Применяется как средство наращивания металла на изношенную поверхность стальных и чугунных деталей при восстановлении их размеров.
Обработка поверхностей детали под ремонтный размер эффективна в случае, если механическая обработка при изменении размера не приведет к ликвидации термически обработанного поверхностного слоя детали. Тогда у дорогостоящей детали соединения дефекты поверхности устраняются механической обработкой до заранее заданного ремонтного размера (например, шейки коленчатого вала), а другую (более простую и менее дорогостоящую деталь) заменяют новой соответствующего размера (вкладыши). В этом случае соединению будет возвращена первоначальная посадка (зазор или натяг), но поверхности детали, образующие посадку, будут иметь размеры, отличные от перв