Сборка полупроводниковых приборов и интегральных микросхем
Министерство образования Российской Федерации

Кафедра: «Электронное машиностроение».
Курсовой проект
Сборка полупроводниковых приборов и интегральных микросхем
Выполнил: ст-т гр. ЭПУ - 32
Козачук Виталий Михайлович
Проверил: доцент
Шумарин Виктор Пракофьевич
Саратов 2000 г.
СБОРКА ПОЛУПРОВОДНИКОВЫХ ПРИБОРОВ
И ИНТЕГРАЛЬНЫХ МИКРОСХЕМ
Особенности процесса сборки
Сборка полупроводниковых приборов и интегральных микросхем является наиболее трудоемким и ответственным технологическим этапом в общем цикле их изготовления. От качества сборочных операций в сильной степени зависят стабильность электрических параметров и надежность готовых изделий.
Этап сборки начинается после завершения групповой обработки полупроводниковых пластин по планарной технологии и разделения их на отдельные элементы (кристаллы). Эти кристаллы, могут иметь простейшую (диодную или транзисторную) структуру или включать в себя сложную интегральную микросхему (с большим количеством активных и пассивных элементов) и поступать на сборку дискретных, гибридных или монолитных композиций.
Трудность процесса сборки заключается в том, что каждый класс дискретных приборов и ИМС имеет свои конструктивные особенности, которые требуют вполне определенных сборочных операций и режимов их проведения.
Процесс сборки включает в себя три основные технологические операции: присоединение кристалла к основанию корпуса; присоединение токоведущих выводов к активным и пассивным элементам полупроводникового кристалла к внутренним элементам корпуса; герметизация кристалла от внешней среды.
Присоединение кристалла к основанию корпуса
Присоединение кристалла полупроводникового прибора или ИМС к основанию корпуса проводят с помощью процессов пайки, приплавления с использованием эвтектических сплавов и приклеивания.
Основным требованием к операции присоединения кристалла является создание соединения кристалл основание корпуса, обладающего высокой механической прочностью, хорошей электро и теплопроводностью.
Пайка процесс соединения двух различных деталей без их расплавления с помощью третьего компонента, называемого припоем. Особенностью процесса пайки является то, что припой при образовании паяного соединения находится в жидком состоянии, а соединяемые детали в твердом.
Сущность процесса пайки состоит в следующем. Если между соединяемыми деталями поместить прокладки из припоя и всю композицию нагреть до температуры плавления припоя, то будут иметь место следующие три физических процесса. Сначала расплавленный припой смачивает поверхности соединяемых деталей. Далее в смоченных местах происходят процессы межатомного взаимодействия между припоем и каждым из двух смоченных им материалов. При смачивании возможны два процесса: взаимное растворение смоченного материала и припоя или их взаимная диффузия. После охлаждения нагретой композиции припой переходит в твердое состояние. При этом образуется прочное паяное соединение между исходными материалами и припоем.
Процесс пайки хорошо изучен, он прост и не требует сложного и дорогостоящего оборудования. При серийном выпуске изделий электронной техники припайка полупроводниковых кристаллов к основаниям корпусов производится в конвейерных печах, обладающих высокой производительностью. Пайка проводится в восстановительной (водород) или нейтральной (азот, аргон) среде. В печи загружают многоместные кассеты, в которые предварительно помещают основания корпусов, навески припоя и полупроводниковые кристаллы. При движении конвейерной ленты кассета с соединяемыми деталями последовательно проходит зоны нагрева, постоянной температуры, охлаждения. Скорость движения кассеты и температурный режим задают и регулируют в соответствии с технологическими и конструктивными особенностями конкретного типа полупроводникового прибора или ИМС.
Наряду с конвейерными печами для припайки полупроводникового кристалла к основанию корпуса используют установки, которые имеют одну индивидуальную нагреваемую позицию, на которую устанавливают только одну деталь корпуса (ножку) и один полупроводниковый кристалл. При работе на такой установке оператор с помощью манипулятора устанавливает кристалл на основание корпуса и производит кратковременный нагрев соединяемого узла. В зону нагрева подается инертный газ. Этот способ соединения деталей дает хорошие результаты при условии предварительного облуживания соединяемых поверхностей кристалла и основания корпуса.
Процесс присоединения кристалла пайкой подразделяют на низкотемпературный (до 400°С) и высокотемпературный (выше 400°С). В качестве низкотемпературных припоев используют сплавы на основе свинца и олова с добавками (до 2%) сурьмы или висмута. Добавка сурьмы или висмута в оловянно-свинцовый припой позволяет избежать появления «оловянной чумы» в готовых приборах и ИМС при их эксплуатации и длительном хранении. Высокотемпературные припои изготовляют на основе серебра (ПСр-45, ПСр-72 и др.).
На технологический процесс пайки и качество полученного паяного соединения деталей сильное влияние оказывают чистота соединяемых металлических поверхностей и применяемого припоя, состав атмосферы рабочего процесса и наличие флюсов.
Наиболее широкое применение процесс пайки находит при сборке дискретных полупроводниковых приборов (диодов, транзисторов, тиристоров и Др.). Это объясняется тем, что процесс пайки дает возможность получить хороший электрический и тепловой контакт между кристаллом полупроводника и кристаллодержателем корпуса, причем площадь контактного соединения может быть достаточно большой (для приборов большой мощности).
Особое место процесс пайки занимает при закреплении полупроводникового кристалла большой площади на основании корпуса из меди. В этом случае для снижения термомеханических напряжений, возникающих за счет разницы в температурных коэффициентах расширения полупроводниковых материалов и меди, широко используют молибденовые и молибденовольфрамовые термокомпенсаторы, имеющие площадь, равную площади полупроводникового кристалла, а ТКl—близкий к ТКl полупроводника. Такая сложная многоступенчатая композиция с двумя прослойками из припоя с успехом используется при сборке полупроводниковых приборов средней и большой мощностей.
Дальнейшее развитие процесс пайки получил при сборке интегральных микросхем по технологии «перевернутого кристалла». Эта технология предусматривает предварительное создание на планарной стороне кристалла с ИМС «шариковых выводов» или «контактных выступов», которые представляют собой бугорки из меди, покрытые припоем или оловом. Такой кристалл располагают на поверхности подложки или на основании корпуса так, чтобы бугорки соприкасались с ней в определенных участках. Таким образом, кристалл переворачивается и его планарная сторона посредством бугорков контактирует с поверхностью основания корпуса.
При кратковременном нагреве такой композиции происходит прочное соединение контактных выступов полупроводникового кристалла с основанием корпуса. Следует отметить, что те участки поверхности корпуса, с которыми соприкасаются «выступы», предварительно тоже облуживаются. Поэтому в момент нагрева происходит соединение припоя основания корпуса с припоем контактных выступов.
На рис. 1, а показан вариант присоединения кристалла ИМС, имеющего медные облуженные контактные выступы, к подложке. Такая конструкция выводов не боится растекания припоя по подложке. Наличие высокого грибообразного выступа обеспечивает необходимый зазор между полупроводниковым кристаллом и подложкой при расплавлении припоя. Это позволяет проводить присоединение кристалла к подложке с высокой степенью точности.
На рис. 1, в показан вариант сборки кристаллов, имеющих мягкие столбиковые выводы из припоя на основе оловосвинец.
П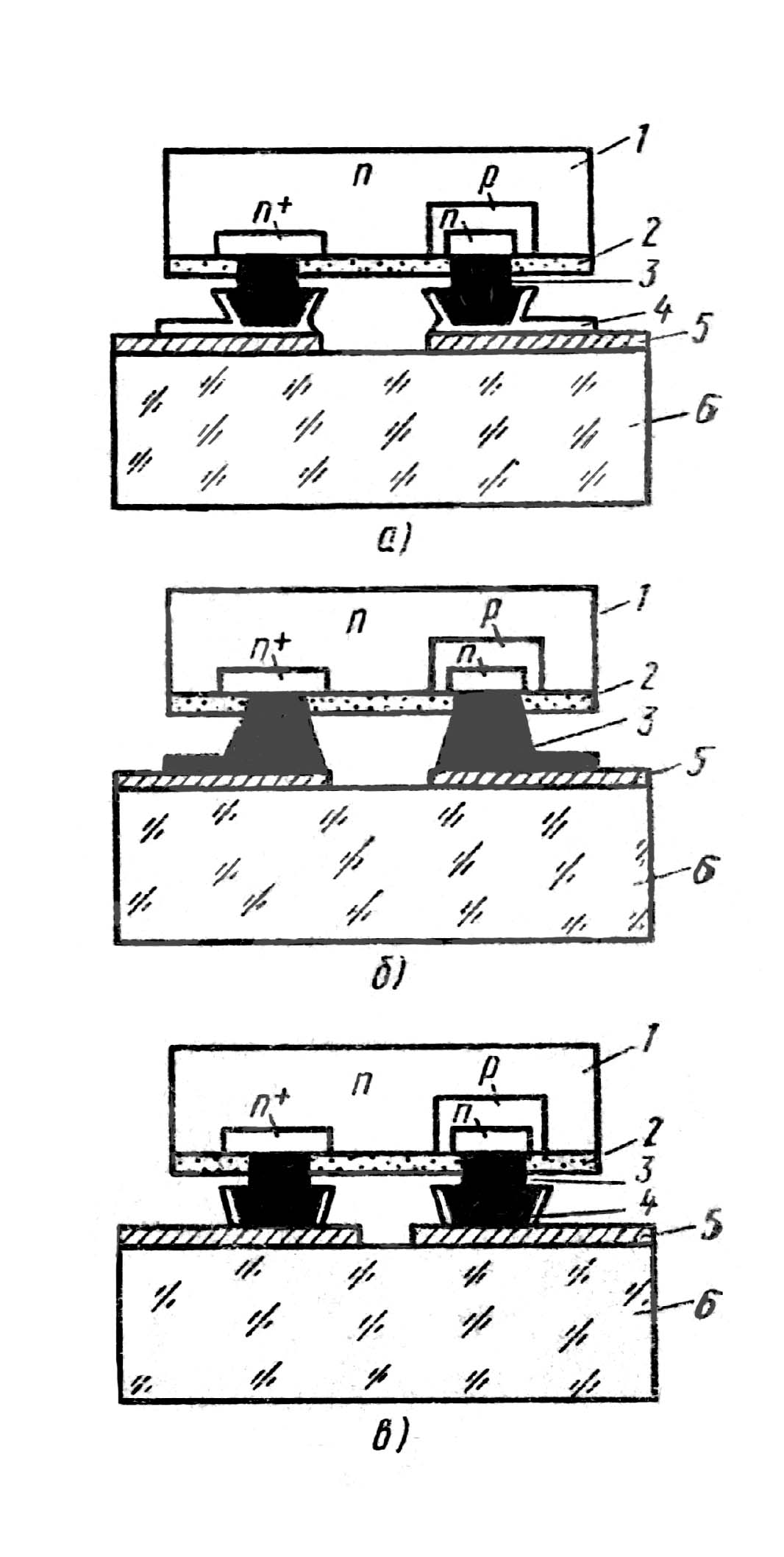
рисоединение такого кристалла к основанию корпуса проводят обычным нагревом без дополнительного давления на кристалл. Припой контактных выступов при нагревании и расплавлении не растекается по поверхности облуженных участков основания корпуса за счет сил поверхностного натяжения. Это, кроме того, обеспечивает определенный зазор между кристаллом и подложкой.
Рассмотренный метод присоединения кристаллов ИМС к основанию корпуса или к какой-либо плате позволяет в значительной степени механизировать и автоматизировать технологический процесс сборки.
Приплавление с использованием эвтектических сплавов. Этот способ присоединения полупроводниковых кристаллов к основанию корпуса основан на образовании расплавленной зоны, в которой происходит растворение поверхностного слоя полупроводникового материала и слоя металла основания корпуса.
В промышленности широкое применение получили два эвтектических сплава: золотокремний (температура плавления 370°С) я золотогерманий (температура плавления 356°С). Процесс эвтектического присоединения кристалла к основанию корпуса имеет две разновидности. Первый вид основан на использовании прокладки из эвтектического сплава, которая располагается между соединяемыми элементами: кристаллом и корпусом. В этом виде соединения поверхность основания корпуса должна иметь золотое покрытие в виде тонкой пленки, а поверхность полупроводникового кристалла может не иметь золотого покрытия (для кремния и германия) или быть покрытой тонким слоем золота (в случае присоединения других полупроводниковых материалов). При нагреве такой композиции до температуры плавления эвтектического сплава между соединяемыми элементами (кристаллоснование корпуса) образуется жидкая зона. В этой жидкой зоне происходит с одной стороны растворение слоя полупроводникового материала кристалла (или слоя золота, нанесенного на поверхность кристалла).
После охлаждения всей системы (основание корпуса эвтектический расплавполупроводниковый кристалл) происходит затвердевание жидкой зоны эвтектического сплава, а на границе полупроводникэвтектический сплав образуется твердый раствор. В результате этого процесса создается механически прочное соединение полупроводникового материала с основанием корпуса.
Второй вид эвтектического присоединения кристалла к основанию корпуса обычно реализуется для кристаллов из кремния или германия. В отличие от первого вида для присоединения кристалла не используется прокладка из эвтектического сплава. В этом случае жидкая зона эвтектического расплава образуется в результате нагрева композиции позолоченное основание корпусакристалл кремния (или германия). Рассмотрим подробнее этот процесс. Если на поверхность основания корпуса, имеющего тонкий слой золотого покрытия, поместить кристалл кремния, не имеющий золотого покрытия, и всю систему нагреть до температуры на 4050°С выше температуры эвтектики золотокремний, то между соединяемыми элементами образуется жидкая фаза эвтектического состава. Так как процесс сплавления слоя золота с кремнием является неравновесным, то количество кремния и золота, растворившихся в жидкой зоне, будет определяться толщиной золотого покрытия, температурой и временем проведения процесса сплавления. При достаточно больших выдержках и постоянной температуре процесс сплавления золота с кремнием приближается к равновесному и характеризуется постоянным объемом жидкой фазы золото-кремний. Наличие большого количества жидкой фазы может привести к вытеканию ее из-под кристалла кремния к его периферии. При затвердевании вытекшая эвтектика приводит к образованию достаточно больших механических напряжений и раковин в структуре кристалла кремния, которые резко снижают прочность сплавной структуры и ухудшают ее электрофизические параметры.
При минимальных значениях времени и температуры сплавление золота с кремнием происходит не равномерно по всей площади соприкосновения кристалла с основанием корпуса, а лишь в ее отдельных точках.
В результате этого уменьшается прочность сплавного соединения, увеличиваются электрическое и тепловое сопротивления контакта и снижается надежность полученной арматуры.
Существенное влияние на процесс эвтектического сплавления оказывает состояние поверхностей исходных соединяемых элементов. Наличие загрязнений на этих поверхностях приводит к ухудшению смачивания контактирующих поверхностей жидкой фазой и неравномерному растворению.
Приклеиваниеэто процесс соединения элементов друг с другом, основанный на клеящих свойствах некоторых материалов, которые позволяют получать механически прочные соединения между полупроводниковыми кристаллами и основаниями корпусов (металлическими, стеклянными или керамическими). Прочность склеивания определяется силой сцепления между клеем и склеиваемыми поверхностями элементов.
Склеивание различных элементов интегральных схем дает возможность соединять самые разнообразные материалы в различных сочетаниях, упрощать конструкцию узла, уменьшать его массу, снижать расход дорогостоящих материалов, не применять припоев и эвтектических сплавов, значительно упрощать технологические процессы сборки самых сложных полупроводниковых приборов и ИМС.
В результате приклеивания можно получать арматуры и сложные композиции с электроизоляционными, оптическими и токопроводящими свойствами. Присоединение кристаллов к основанию корпуса с помощью процесса приклеивания незаменимо при сборке и монтаже элементов гибридных, монолитных и оптоэлектронных схем.
При приклеивании кристаллов на основания корпусов применяют различные типы клеев: изоляционные, токопроводящие, светопроводящие и теплопроводящие. По активности взаимодействия между клеем и склеиваемыми поверхностями различают полярные (на основе эпоксидных смол) и неполярные (на основе полиэтилена).
Качество процесса приклеивания в значительной степени зависит не только от свойств клея, но и от состояния поверхностей склеиваемых элементов. Для получения прочного соединения необходимо тщательно обработать и очистить склеиваемые поверхности. Важную роль в процессе склеивания играет температура. Так, при склеивании элементов конструкций, которые не подвергаются в последующих технологических операциях воздействию высоких температур, можно использовать клеи холодного отверждения на эпоксидной основе. Для приклеивания кремниевых кристаллов к металлическим или керамическим основаниям корпусов обычно используют клей ВК-2, представляющий собой раствор кремнийорганической смолы в органическом растворителе с мелкодиспергированным асбестом в качестве активного наполнителя или ВК32200, в котором в качестве наполнителя используют стекло или кварц.
Технологический процесс приклеивания полупроводниковых кристаллов проводят в специальных сборочных кассетах, обеспечивающих нужную ориентацию кристалла на основании корпуса и необходимое прижатие его к основанию. Собранные кассеты в зависимости от используемого клеящего материала подвергают определенной термической обработке или выдерживают при комнатной температуре.
Особые группы составляют электропроводящие и оптические клеи, используемые для склеивания элементов и узлов гибридных и оптоэлектронных ИМС. Токопроводящие клеи представляют собой композиции на основе эпоксидных и кремнийорганических смол с добавлением порошков серебра или никеля. Среди них наиболее широкое распространение получили клеи АС-40В, ЭК-А, ЭК-Б, К-3, ЭВТ и КН-1, представляющие собой пастообразные жидкости с удельным электрическим сопротивлением 0,01 0,001 Ом-см и диапазоном рабочих температур от 60 до +150°С. К оптическим клеям предъявляют дополнительные требования по значению коэффициентов преломления и светопропускания. Наиболее широкое распространение получили оптические клеи ОК.-72 Ф, ОП-429, ОП-430, ОП-ЗМ.
Присоединение выводов
В современных полупроводниковых приборах и интегральных микросхемах, у которых размер контактных площадок составляет несколько десятков микрометров, процесс присоединения выводов является одним из самых трудоемких технологических операций.
В настоящее время для присоединения выводов к контактным площадкам интегральных схем используют три разновидности сварки: термокомпрессионную, электроконтактную и ультразвуковую.
Термокомпрессионная сварка позволяет присоединять электрические выводы толщиной несколько десятков микрометров к омическим контактам кристаллов диаметром не менее 2050 мкм, причем электрический вывод можно присоединить непосредственно к поверхности полупроводника без промежуточного металлического покрытия следующим образом. Тонкую золотую или алюминиевую проволоку прикладывают к кристаллу и прижимают нагретым стержнем. После небольшой выдержки проволока оказывается плотно сцепленной с поверхностью кристалла. Сцепление происходит вследствие того, что даже при небольших удельных давлениях, действующих на кристалл полупроводника и не вызывающих его разрушения, локальное давление в микровыступах на поверхности может быть весьма большим. Это приводит к пластической деформации выступов, чему способствует подогрев до температуры ниже эвтектической для данного металла и полупроводника, что не вызывает каких-либо изменений в структуре кристалла. Происходящая деформация (затекание) микровыступов и микровпадин обусловливает прочную адгезию и надежный контакт, вследствие ван-дер-ваальсовых сил сцепления, а с повышением температуры между соединяемыми материалами более вероятна химическая связь. Термокомпрессионная сварка имеет следующие преимущества:
соединение деталей происходит без расплавления свариваемых материалов;
удельное давление, прикладываемое к кристаллу, не приводит к механическим повреждениям полупроводникового материала;
соединения получают без загрязнений, так как не используют припои и флюсы.
К недостаткам следует отнести малую производительность процесса.
Термокомпрессионную сварку можно осуществлять путем соединений внахлест и встык. При сварке внахлест электрический проволочный вывод, как отмечалось, накладывают на контактную площадку кристалла полупроводника и прижимают к нему специальным инструментом до возникновения деформации вывода. Ось проволочного вывода при сварке располагают параллельно плоскости контактной площадки. При сварке встык проволочный вывод приваривают торцом к контактной площадке. Ось проволочного вывода в месте присоединения перпендикулярна плоскости контактной площадки.
Сварка внахлест обеспечивает прочное соединение кристалла полупроводника с проволочными выводами из золота, алюминия, серебра и других пластичных металлов, а сварка встыктолько с выводами из золота. Толщина проволочных выводов может составлять 15-100 мкм.
Присоединять выводы можно как к чистым кристаллам полупроводника, так и к контактным площадкам, покрытым слоем напылённого золота или алюминия. При использовании чистых поверхностей кристалла увеличивается переходное сопротивление контакта и ухудшаются электрические параметры приборов.
Элементы, подлежащие термокомпрессионной сварке, проходят определенную технологическую обработку. Поверхность кристалла полупроводника, покрытую слоем золота или алюминия, обезжиривают.
Золотую проволоку отжигают при 300600°С в течение 520 мин в зависимости от способа соединения деталей. Алюминиевую проволоку протравливают в насыщенном растворе едкого натра при 80°С в течение 12 мин, промывают в дистиллированной воде, и сушат.
Основными параметрами режима термокомпрессионной сварки являются удельное давление, температура нагрева и время сварки, Удельное давление выбирают в зависимости от допустимого напряжения сжатия кристалла полупроводника и допустимой деформации материала привариваемого вывода. Время сварки выбирают экспериментальным путем.
Относительная деформация при термокомпрессионной сварке
![]() ,
,
где dдиаметр проволоки, мкм; ширина соединения, мкм.
Давление на инструмент определяют, исходя из распределения напряжений на стадии завершения деформации:
![]() ,
,
г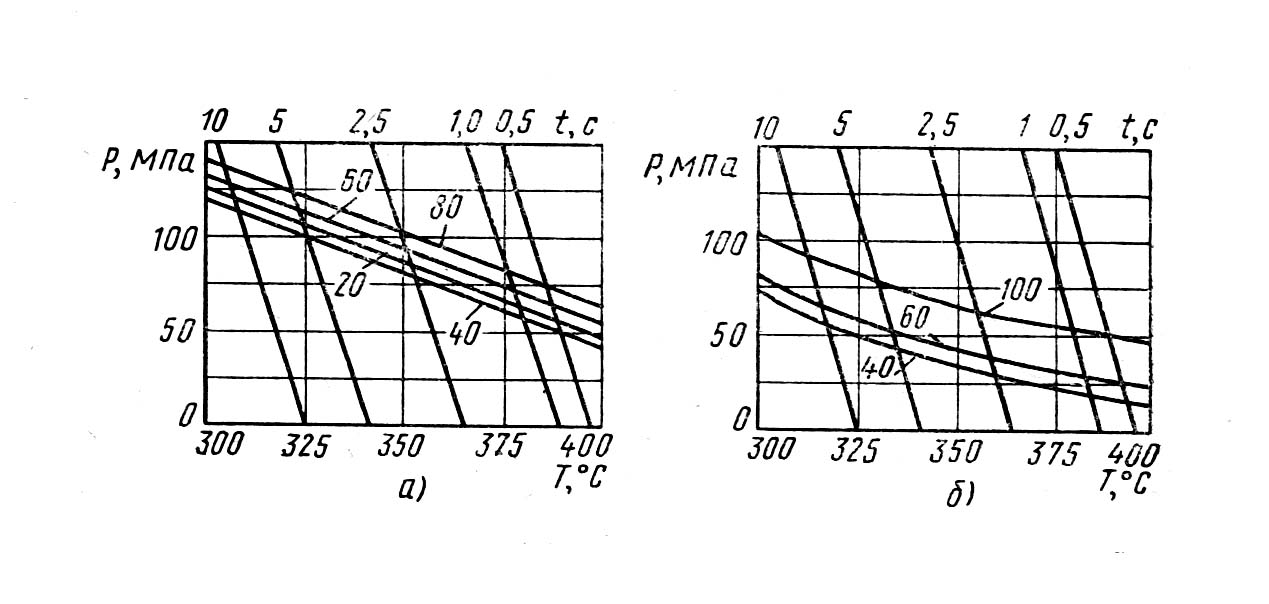
де Aкоэффициент, характеризующий изменение напряжений в процессе деформации проволоки; fприведенный коэффициент трения, характеризующий трение между инструментом, проволокой и подложкой; ![]() относительная деформация;
относительная деформация; ![]() предел текучести материала проволоки при температуре деформации; dдиаметр проволоки; Dдиаметр прижимного инструмента, равный обычно (2ч3)d.
предел текучести материала проволоки при температуре деформации; dдиаметр проволоки; Dдиаметр прижимного инструмента, равный обычно (2ч3)d.
Рис. 2. Номограмма для выбора режимов термокомпрессионной сварки:
а золотой проволоки с плёнкой алюминия; б алюминиевой проволоки с плёнкой алюминия
На рис. 2 приведены номограммы режимов термокомпрессионной сварки золотой (а) и алюминиевой (б) проволоки с алюминиевыми контактными площадками. Эти номограммы дают возможность оптимального выбора соотношения между давлением, температурой и временем.
Термокомпрессионная сварка имеет довольно много разновидностей, которые можно классифицировать по способу нагрева, по способу присоединения, по форме инструмента. По способу нагрева различают термокомпрессионную сварку с раздельным нагревом иглы, кристалла или пуансона, а также с одновременным нагревом двух из этих элементов. По способу присоединения термокомпрессионная сварка может быть встык и внахлест. По форме инструмента различают «птичий клюв», «клин», «капилляр» и «иглу» (рис. 14.3).
При сварке инструментом «птичий клюв» одно и то же устройство подает проволоку, присоединяет ее к контактным площадкам интегральной схемы и автоматически обрывает, не выпуская ее из «клюва». Инструмент в виде «клина» прижимает конец проволоки к подложке, при этом вдавливается не вся проволока, а только центральная ее часть. При сварке с помощью «капиллярного инструмента» проволока проходит через него. Капиллярный наконечник одновременно служит инструментом, передающим давление на проволоку. При сварке «иглой» конец проволочного вывода подводят в зону сварки специальным механизмом и накладывают на контактную площадку, а затем прижимают ее иглой с определенным усилием.
Р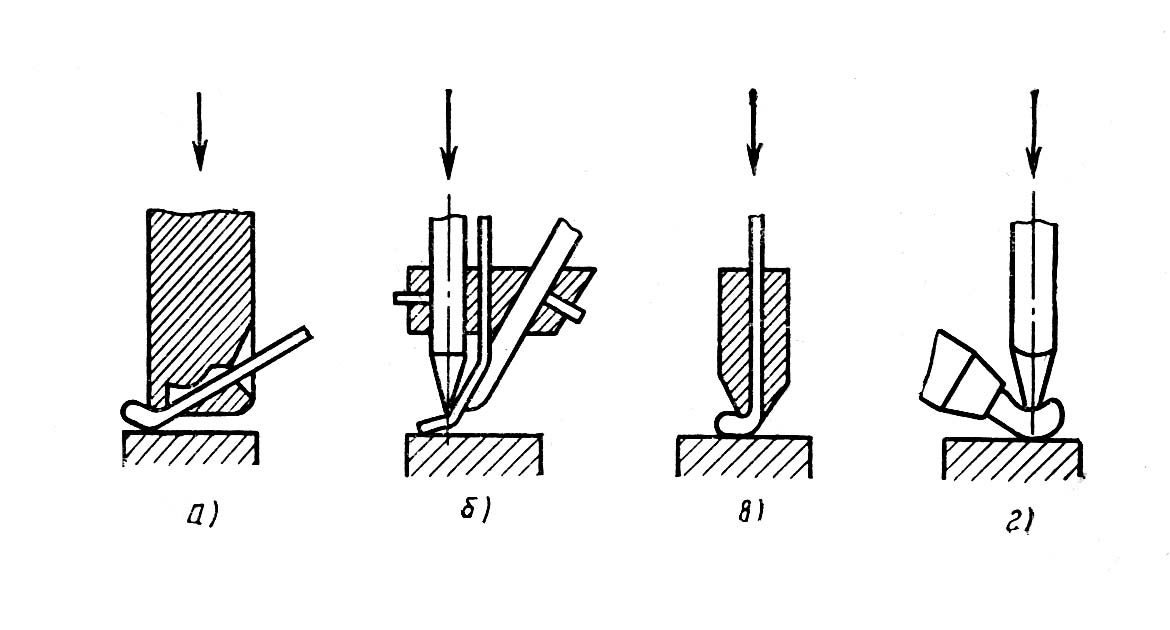
ис. 3. Типы инструментов для проведения термокомпрессионной сварки:
а «птичий клюв»; б «клин»; в «капилляр»; г «игла»
Для осуществления процесса термокомпрессионной сварки используются различные установки, основными узлами которых являются: рабочий столик с нагревательной колонкой или без нее, механизм создания давления на присоединяемый вывод, рабочий инструмент, механизм подачи и обрыва проволоки для выводов, механизм подачи кристаллов или деталей с присоединенным к ним кристаллом; механизм совмещения соединяемых элементов, оптическая система визуального наблюдения процесса сварки, блоки питания и управления. Все перечисленные узлы могут иметь различное конструктивное исполнение, однако принцип их устройства и характер выполняемой работы одинаков.
Так, рабочий столик всех установок служит для закрепления кристалла или корпуса интегральной схемы в определенном положении. Обычно рабочий столик термокомпрессионных установок является сменным, что позволяет закреплять кристаллы различных размеров и геометрических форм. Нагревательная колонка служит для нагрева кристаллов или корпусов до требуемой температуры и позволяет регулировать ее в пределах 50500°С с точностью регулировки +5°С. Механизм создания давления предназначен для прижатия вывода к контактной площадке кристалла и обеспечивает регулирование усилия от 0,01 до 5 Н с точностью ±5%. Рабочий инструмент является одним из основных узлов термокомпрессионной установки. Его изготовляют из твердых сплавов типа ВК-6М, ВК-15 (для инструментов «птичий клюв» и «капилляр»)
или из синтетического корунда (для «клина» и «иглы»). Конструкция механизма подачи и отрыва проволоки зависит от типа установки и формы рабочего инструмента. Наиболее широко распространены два способа отрыва; рычажный и электромагнитный. Процесс отрыва проволочного вывода после изготовления термокомпрессионного соединения на кристалле интегральной схемы без нарушения его прочности во многом зависит от конструктивных особенностей механизма. Механизм подачи кристаллов или деталей к месту сварки представляет собой обыкновенные зажимы или сложные кассеты, смонтированные на рабочем столике установки. Наибольшая производительность достигается при использовании кассет с металлической лентой, на которой корпуса или кристаллы предварительно ориентируются в заданной плоскости и в определенном положении. Механизм совмещения обычно включает в себя манипуляторы, которые позволяют перемещать кристалл до его совмещения с соединяемыми элементами. Обычно используют манипуляторы двух видов: рычажные и пантографные. Оптическая система визуального наблюдения состоит из бинокулярного микроскопа или увеличительного экрана-проектора. В зависимости от размеров присоединяемых элементов выбирают увеличение оптической системы от 10 до 100 крат.
Электроконтактная сварка применяется для присоединения металлических выводов к контактным площадкам кристаллов полупроводниковых приборов и интегральных микросхем. Физическая сущность процесса электроконтактной сварки заключается в нагреве соединяемых элементов в локальных участках приложения электродов. Разогрев локальных областей соединяемых элементов происходит за счет возникающего в местах контакта материала с электродами максимального электрического сопротивления при прохождении через электроды электрического тока. Основными параметрами процесса электроконтактной сварки являются значение сварочного тока, скорость нарастания тока, время воздействия тока на соединяемые элементы и сила прижатия электродов к соединяемым деталям.
В настоящее время для присоединения выводов к контактным площадкам кристаллов интегральных схем используются два способа электроконтактной сварки: с односторонним расположением двух электродов и с односторонним расположением одного сдвоенного электрода. Второй способ отличается от первого тем, что рабочие электроды выполнены в виде двух токонесущих элементов, разделенных между собой изоляционной прокладкой. В момент прижатия такого электрода к проволочному выводу и пропускания через образовавшуюся систему электродного тока происходит выделение большого количества теплоты в месте контакта. Внешнее давление в сочетании с разогревом деталей до температуры пластичности или расплавления приводит к прочному их соединению.
Технологическое оборудование для присоединения выводов методом электроконтакной сварки включает в себя следующие основные узлы: рабочий столик, механизм создания давления на электрод, механизм подачи и отрезки проволоки, рабочий инструмент, механизм подачи кристаллов или корпусов с кристаллами, механизм совмещения соединяемых элементов, оптическую систему визуального наблюдения процесса сварки, блоки питания и управления. Рабочий столик служит для расположения на нем кристаллов или корпусов с кристаллами. Механизм создания давления на электрод позволяет прикладывать усилия 0,10,5 Н. Принцип действия механизма подачи и отрезки проволоки основан на движении проволоки через капиллярное отверстие и отрезании ее рычажным ножом. Форма и материал рабочего инструмента оказывают большое влияние на качество и производительность процесса электроконтактной сварки. Обычно рабочая часть наконечников электродов имеет форму усеченной пирамиды и изготовляется из высокопрочного материала на основе карбида вольфрама марки ВК-8. Механизм подачи кристаллов включает в себя набор кассет, а механизм совмещениясистему манипуляторов, которые позволяют располагать кристалл в нужном положении. Оптическая визуальная система наблюдения состоит из микроскопа или проектора. Блок питания и управления позволяет задавать рабочий режим сварки и производить его перестройку и регулировку при смене типа кристалла и материала вывода.
Ультразвуковая сварка, применяемая для присоединения выводов к контактным площадкам полупроводниковых приборов и интегральных схем, имеет следующие преимущества: отсутствие нагрева соединяемых элементов, малое время сварки, возможность сварки разнородных и трудносвариваемых материалов. Отсутствие нагрева позволяет получать соединения без плавления свариваемых деталей. Малое время сварки дает возможность повысить производительность процесса сборки.
Механизм образования соединения между выводом и контактной площадкой при ультразвуковой сварке определяется пластической деформацией, удалением загрязнения, самодиффузией и силами поверхностного натяжения. Процесс ультразвуковой сварки характеризуется тремя основными параметрами: амплитудой и частотой ультразвуковых колебаний, значением приложенного давления и временем проведения процесса сварки. ^Установки для ультразвуковой сварки состоят из следующих основных узлов: рабочего столика, механизма создания давления, механизма подачи Н отрезки проволоки, ультразвукового сварочного устройства и оптической системы.
Герметизация кристалла
После того как полупроводниковый кристалл ориентирован и закреплен на основании корпуса и к его контактным площадкам присоединены выводы, его необходимо защитить от влияния окружающей среды, т. е. создать вокруг него герметичную и механически прочную оболочку. Такая оболочка может быть создана либо присоединением к основанию корпуса специальной крышки (баллона), которая накрывает полупроводниковый кристалл и изолирует его от внешней среды, либо обволакиванием основания корпуса с расположенным на нем полупроводниковым кристаллом пластмассой, которая также отделяет кристалл от внешней среды.
Для герметичного соединения основания корпуса с крышкой или баллоном (дискретный вариант полупроводниковых приборов) широко используют пайку, электроконтактную и холодную сварку, а для герметизации кристалла на держателезаливку, обволакивание и опрессовку пластмассой. )
Пайка. Пайку применяют для герметизации как дискретных приборов, так и ИМС. Наибольшее практическое использование этот процесс нашел при сборке и герметизации корпусов диодов и транзисторов. Элементы конструкции корпусов включают в себя отдельные узлы и блоки, полученные на основании процессов пайки: металла с металлом, металла с керамикой и металла со стеклом. Рассмотрим эти виды пайки.
Пайка металла с металлом уже рассматривалась в §2. Поэтому здесь остановимся лишь на технологических особенностях, которые связаны с получением герметичных паяных соединений.
Основными элементами паяного соединения при герметизации интегральных схем являются основание корпуса и крышка. Процесс соединения основания корпуса с крышкой может проводиться либо с использованием прослойки припоя, которая располагается между основанием корпуса и крышкой в виде кольца, либо без прослойки припоя. Во втором случае края основания корпуса и крышки предварительно облуживают припоем.
При герметизации диодов, транзисторов и тиристоров в зависимости от конструкции корпуса могут иметь место несколько паяных соединений. Так, пайкой соединяют кристаллодержатель с баллоном и герметизируют верхние выводы корпуса тиристора.
К процессу пайки при герметизации предъявляют требования по чистоте исходных деталей, которые предварительно подвергаются очистке, промывке и сушке. Процесс пайки проводят в вакууме, инертной или восстановительной среде. При использовании флюсов пайку можно проводить на воздухе. Флюсы в значительной степени улучшают смачивание и растекание припоя по соединяемым поверхностям деталей, а это залог образования герметичного паяного шва. По выполняемой роли флюсы подразделяют на две группы; защитные и активные. Защитные флюсы предохраняют детали от окисления в процессе пайки, а активные способствуют восстановлению оксидов, образовавшихся в процессе пайки. В качестве защитных флюсов наиболее часто используют растворы канифоли. Активными флюсами служат хлористый цинк и хлористый аммоний. Для пайки используют припои ПОС-40 и ПОС-60.
Пайка керамики с металлом. В полупроводниковой технике. как и в электровакуумной, широкое применение находят спаи керамики с металлом, которые обеспечивают более надежную герметизацию .интегральных схем.
Припои, которые используют для пайки металла с металлом, не смачивают поверхность керамических деталей и поэтому не спаиваются с керамическими деталями корпусов интегральных схем.
Для получения паяных соединений керамики с металлом ее предварительно металлизируют. Металлизация проводится с помощью паст, которые наносят на керамическую деталь. Хорошее сцепление металлизационного слоя с поверхностью керамики достигается высокотемпературным вжиганием. При вжигании паст растворитель улетучивается, а металлические частицы прочно соединяются с' поверхностью керамической детали. Толщина воз-жженного слоя металла составляет обычно несколько микрометров. Нанесение и вжигание пасты можно повторять по нескольку раз, при этом толщина слоя увеличивается и качество металлизационного слоя улучшается. Полученную таким образом металлизированную керамику можно паять обычными припоями.
Распространенным способом нанесения металлических покрытий на детали керамических корпусов является спекание слоя металлизационной пасты с керамикой при высокой температуре. В качестве исходных материалов используются порошки молибдена, вольфрама, рения, тантала, железа, никеля, марганца, кобальта, хрома, серебра и меди с размерами зерен в несколько микрометров. Для приготовления паст эти порошки разводят в связующих веществах: ацетоне, амилацетате, метиловом спирте и др.
Пайка металлизированных керамических деталей с металлическими проводится обычным способом.
Пайка стекла с металлом. Стекло ни с одним из чистых металлов не спаивается, так как чистая поверхность металлов не смачивается или плохо смачивается жидким стеклом.
Однако если поверхность металла покрыта слоем оксида, то смачивание улучшается, оксид частично растворяется в стекле и после охлаждения может произойти герметичное соединение. Основная трудность при изготовлении спаев металл стекло состоит в подборе компонентов стекла и металла с достаточно близкими значениями коэффициентов термического расширения во всем диапазоне от температуры плавления стекла до минимальной рабочей температуры полупроводникового прибора. Даже небольшое различие в коэффициентах термического расширения может привести к образованию микротрещин и разгерметизации го