Разработка элементов системы менеджмента качества и улучшение производства цинка из отходов ванн горячего цинкования
В настоящее время во всем мире заметно ужесточились требования, предъявляемые потребителями к качеству продукции. Вероятность того, что созданная продукция будет отвечать требованиям потребителя повышается, если на предприятии действует эффективная система менеджмента качества.
В современных условиях рыночной экономики качество продукции является конечной целью любого производителя и определяет ее ценность в глазах потребителя при последующей ее эксплуатации. Однако обеспечение при этом относительной низкой стоимости высокоценной продукции зависит от организации работ на всех этапах ее жизненного цикла.
Качество продукции имеет первостепенное значение для потребителей, так как именно качество определяет ее потребительскую стоимость. При этом часто повышение качества продукции равнозначно росту ее количества; кроме того повышение качества обычно достигается при меньших затратах, чем увеличение объема выпуска продукции.
В условиях конкуренции развитые страны мира воспринимают качество как стратегический коммерческий императив и самый значимый источник национального богатства. Качество во многом определяет престиж государства, служит основой для удовлетворения потребностей каждого человека и общества в целом, является важнейшей составляющей конкурентоспособности. Только на его основе предприятие может выжить в условиях конкуренции и получать необходимую прибыль, поэтому представляется вполне объективным, что деятельность по повышению и обеспечению качества в условиях рыночных отношений должна быть приоритетной.
Причин, определяющих необходимость повышения качества, довольно много. Среди них:
– совершенствование услуг, конструкций выпускаемых товаров и повышение значимости выполняемых функций;
- увеличение объемов производства товаров и оказываемых услуг и, как следствие, возможное снижение стоимости брака и рекламаций;
- непринятие потребителями товаров и услуг с относительно невысоким уровне качества;
- ужесточение требований к интенсификации производства и повышению его эффективности как необходимого фактора благополучного существования предприятий.
Основу конкурентоспособности выпускаемой продукции и оказываемых услуг составляет их качество, стабильность которого достигается путем внедрения на предприятии системы менеджмента качества (СМК) и подтверждения ее сертификацией.
В качестве ключевых целей организации в области качества ГОСТ Р ИСО 9001–2000 устанавливает:
- достижение, поддержание и стремление к постоянному улучшению качества своей работы с целью полного удовлетворения всех установленных и ожидаемых требований потребителей и других заинтересованных лиц;
- обеспечение уверенности руководства и других работников предприятия-поставщика в том, что требования к качеству выполняются и поддерживаются и что происходит улучшение качества;
- обеспечение уверенности потребителей и других заинтересованных лиц в том, что требования к качеству достигаются или будут достигнуты в поставляемой продукции;
- обеспечение уверенности в том, что требования к системе качества выполняются.
Соответствие требованиям ГОСТ Р ИСО 9001–2000 является сейчас важным фактором успеха на многих рынках или даже выхода на них. Оно свидетельствует о принадлежности компании к цивилизованному деловому миру. Кроме того, системы качества многих компаний требуют наличия сертифицированных систем качества и у поставщиков.
Настоящая дипломная работа выполнена по рекомендации ООО «НПО «Феникс». Работа имеет практическую направленность.
Предметом дипломного проекта является разработка мероприятий по улучшению качества выпускаемой продукции, в частности совершенствования технологического процесса производства цинка из гартцинка. Большой объем переработки гарт цинка на предприятии делает данный дипломный проект весьма актуальным.
Дипломный проект должен обеспечить технологическую и экономическую эффективность от выполнения данного вида работ.
Для выполнения поставленной задачи были использованы:
Стандарты организации, журналы, протоколы, рекламации потребителей, специализированная литература.
Все это позволило решить поставленную задачу.
1. Характеристика предприятия Феникс
1.1 История развития предприятия Феникс
Феникс, (лицензия Госгортехнадзора России 56-ЭВ-002541), успешно работает с 2003 года, и за это время занял прочную позицию в сфере производства цинка, его производных, а также лакокрасочной продукции, производимой на «Любытинском заводе минеральных красок», входящем в состав объединения.
Соответствие продукции объединения Феникс заявленным характеристикам обеспечивается за счет:
• Наличия собственной испытательной (аналитической) лаборатории №SP01.01.062.172.
• Входного контроля сырья для производства.
• Выходного контроля качества продукции.
• Соблюдения жестких требований к технологическому процессу.
На все выполненные работы есть лицензии.
Потребителями нашей продукции являются:
ООО «Топливные Системы» (карбюраторный завод) г. С-Петербург; ОАО «Автоарматура» г. С-Петербург; ООО «Электропульт» г. С-Петербург; ОАО «ДААЗ» Димитровградский автоагрегатный завод г. Димитровград; Минский завод автоматических линий; Витебский приборостроительный завод; ООО «УЭЗ» Ульяновский экспериментальный завод; ООО «Полевской металлофурнитурный завод» г. Полевской, Свердловская обл.; ОАО «Петрозаводскмаш» г, Петрозаводск; ООО «Литпром» г. Москва; ООО «Крит М» г. Москва; ОАО «Ковровский электромеханический завод» г. Ковров, Владимирская обл. и др.
За 6 лет развились из маленького предприятия с 10 человеками в штате до крупной компании, в которой на данный момент работает 100 человек. В самом начале в Фениксе была одна печь барабанная пламенная, на данный момент у нас:
– 4 печи барабанных пламенных.
– 2 печи тигельных пламенных.
– 2 электропечи тигельных сопротивления.
– Разгонная печь пламенная.
– Печь пламенная камерная.
Производственная площадь выросла с 300 метров квадратных до 2500 метров квадратных. На сегодняшний день фирма производит до 1990 тонн цинка и цинковых сплавов в год, при этом перерабатывая 2800 тонн дроссов.
1.2 Организационная структура
Для представления деятельности предприятия, организации и взаимосвязей между отделами и сотрудниками внутри фирмы, а также для анализа возможных проблем в первую очередь необходимо рассмотреть организационную структуру предприятия. Функциональная организационная структура и процессы управления в организации тесно взаимосвязаны и направлены на достижение целей производства качественных продуктов и услуг.
Функции управления деятельностью предприятия реализуются подразделениями аппарата управления и отдельными работниками, которые при этом вступают в экономические, организационные, социальные, психологические и другие отношение друг с другом. Организационные отношения, складывающиеся между подразделениями и работниками аппарата управления предприятия, определяют его организационную структуру.
Общая структурная схема предприятия представлена на рисунке 1. Данная схема Феникса взята из действующей организационной схемы.
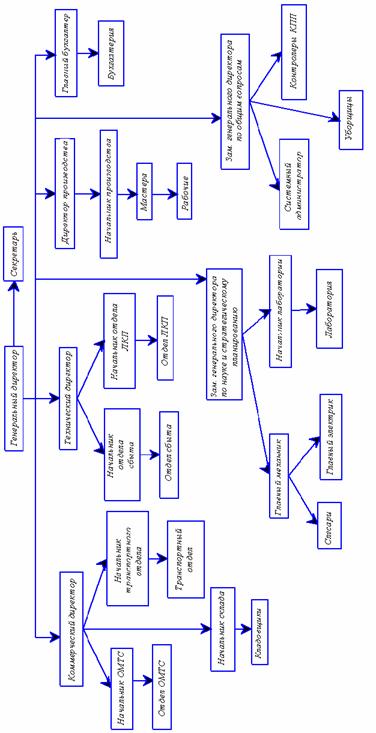
Рисунок 1. Структурная схема Феникса
Из организационной структуры (рисунок 1) видно, что предприятие имеет достаточно большое количество различных подразделений, занимающихся разносторонней деятельностью. Поэтому, я считаю, что в условиях обширного производства и разносторонней номенклатурой производимых товаров и услуг, необходимо создать отдел качества. Целью создания отдела качества является поддержание необходимого уровня качества выпускаемой продукции в условиях существующей конкуренции на современном рынке и создания элементов или системы менеджмента качества. На рисунке 2 представлена предлагаемая мною структура службы качества.
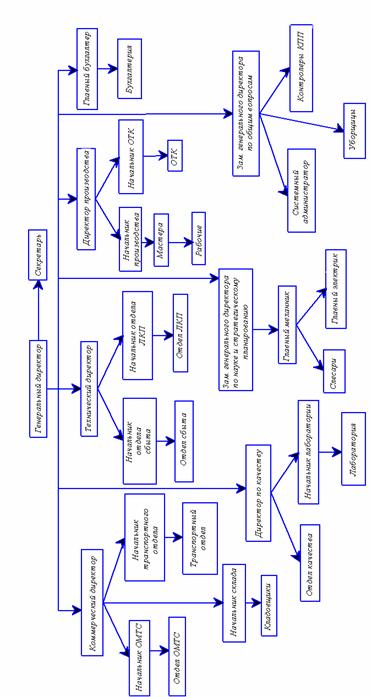
Рисунок 2. Предлагаемая мной структурная схема Феникса
1.3 Основные направления деятельности Феникса
Феникс заинтересован в установлении деловых связей на принципах взаимовыгодного сотрудничества. Сегодня фирма, обладая законченным циклом производства, начиная от покупки материала и заканчивая упаковкой готовых изделий, готова выполнить по заявке Заказчика различные виды работ.
Продукция:
1. Чистый цинк в чушках (Ц1, Ц2, …)
2. Сплавы на основе цинка (ЦАМ4–1, ЦАМ9–1,5, …)
3. Цинковые лигатуры
4. Цинковый порошок
5. Цинковые белила
6. Краски на водной основе (ВД-КЧ, ВД-АК)
7. Эмали (ПФ – 115, Акроникс-111, …)
8. Краски на масленой основе (МА-15)
9. Грунтовки (ГФ-021, Акроникс-01, …)
Услуги:
1. Литье под давлением
2. Оцинковывание
3. Производство металлоконструкций
4. Транспортные перевозки
5. спектральная и химическая лаборатория ООО «НПО «Феникс» принимает заказы на выполнение работ по проведению входного контроля металла, химического анализа цинка и его сплавов
6. металлообработка.
1.4 Описание элементов системы менеджмента качества в организации
Для эффективного функционирования в Фениксе планируются и контролируются ключевые процессы, оказывающие влияние на качество работ (услуг) и результаты детальности.
Согласно внутреннему приказу «О качестве выпускаемой продукции» контроль над качеством продукции разделен на следующие этапы:
– контроль закупаемого сырья
– контроль технического процесса производства
– контроль выпускаемой продукции.
Все эти этапы контролируются ответственными людьми, отвечающими за каждый из этапов.
За закупки сырья отвечает отдел ОМТС и соответственно его начальник, который при помощи лаборатории проверяет соответствие закупаемой продукции.
За производство отвечает начальник по производству. Он должен контролировать и проверять работу мастеров, что бы те в свою очередь строго соблюдали технологию производства.
За выпускаемую продукцию отвечает начальник лаборатории, который контролирует параметры выпускаемой продукции.
В связи с тем, что в организации отсутствует система менеджмента качества, я предлагаю разработать несколько элементов системы менеджмента качества таких как руководство по качеству и политика в области качества. Так как считаю эти документы самыми необходимыми на данном этапе развития Феникса.
2. Разработка проекта руководства по качеству Феникс
2.1 Описание руководства по качеству
Руководство по качеству представляет из себя документ, описывающий всю систему менеджмента качества организации, а точнее то, каким образом организована система качества, какую структуру она имеет, какова структура документации системы качества. Стандарт ИСО 9000:2005 дает определение Руководства по качеству в следующем виде: «Руководство по качеству – документ, определяющий систему менеджмента качества организации». Это означает, что руководство по качеству должно содержать описание, каким образом организация реализует требования стандарта ИСО 9001:2000.
Структура руководства по качеству, как правило, повторяет структуру стандарта, хотя обязательного требования следования структуре стандарта нет. Каждая организация может сама определять, как должно выглядеть руководство по качеству.
Примерная структура может быть следующая.
Раздел 1 Введение – дается краткое описание организации, основные виды деятельности и направления работы. Здесь же может быть представлена общая организационная структура организации.
Раздел 2 Политика в области качества организации – политика в области качества организации может иметь закрытую и открытую часть. Как правило, открытая часть политики качества – это лозунги и декларации, которые говорят о нацеленности организации на повышение качества своей работы. Эта часть политики доступна для всеобщего ознакомления, как сотрудниками организации, так и внешними по отношению к организации людьми. Закрытая часть политики может содержать стратегии и цели, которые организация будет достигать, чтобы соответствовать декларациям и лозунгам, указанным в открытой части политики.
Открытая часть политики качества оформляется отдельным документом и «вывешивается» на всеобщее обозрение, а закрытая часть указывается в руководстве по качеству.
Раздел 3 Термины и определения – содержит определения терминов и сокращений, используемых в руководстве по качеству.
Раздел 4 Система менеджмента качества – в данном разделе дается описание системы качества, список процессов организации, которые подпадают под действие системы качества, область распространения системы качества, а также сделанные исключения из требований стандарта, которые не применимы к условиям работы организации.
Если придерживаться структуры стандарта ИСО 9001:2000, то в данный раздел также необходимо включить описание, каким образом в организации строится управление документацией, как осуществляется разработка, актуализация, утверждение и пересмотр руководства по качеству, как ведется управление записями по качеству.
Раздел 5 Ответственность руководства – здесь приводится описание выполнения требований раздела стандарта ИСО 9001:2000 (ИСО 9001:2008) касающихся ответственности руководства. Структура подразделов может соответствовать структуре стандарта.
Раздел 6 Менеджмент ресурсов – раздел представляет виды ресурсов, которые организация задействует при разработке и функционировании системы качества, а также реализацию требований стандарта по управлению этими ресурсами. Ресурсы задействованные в системе качества должны включать персонал, инфраструктуру, производственную среду, информацию.
Раздел 7 Процессы жизненного цикла продукции – в данном разделе указывается, каким образом организация реализует требования по управлению процессами жизненного цикла продукции. Если организация определила для себя какие-либо исключения из требований стандарта (исключения могут делаться только из 7-го раздела стандарта ИСО 9001:2000), то описание причин, по которым исключенные требования не применимы к организации, дается в этом разделе.
Раздел 8 Измерения, анализ и улучшения – в данном разделе руководства по качеству приводится описание, каким образом организация осуществляет измерение и мониторинг продукции, процессов и системы качества. Как осуществляется управление несоответствующей продукцией, анализ данных системы качества, проведение корректирующих и предупреждающих действий.
Распространенной ошибкой организаций при разработке руководства по качеству является формальный подход к его разработке. Организация просто переписывает текст стандарта ИСО 9001:2000 заменяя долженствование – «организация должна», на «организация осуществляет» и далее все точь-в-точь, как в тексте стандарта. Еще раз следует подчеркнуть – руководство по качеству должно содержать не видоизмененный текст требований стандарта, а указание, каким образом эти требования реализованы.
Форма руководства по качеству в зависимости от масштабов организации и сложности процессов может быть представлена следующим образом:
– Прямая компиляция документированных процедур системы качества. Такая форма представления является удобной для малых организаций, т. к. количество процессов не велико. Реализация требований стандарта упрощена, поэтому создание большого количества документов является излишним. Организация включает все документированные процедуры системы качества в текст руководства по качеству. Объем этого документа будет незначительным. Это избавляет организацию от излишнего документооборота и дает возможность сотрудникам организации легко и быстро посмотреть, как необходимо выполнять работы по системе качества. Как правило, руководство по качеству легко доступно каждому сотруднику организации и находится на его рабочем месте.
– Ссылки на документированные процедуры. В такой форме по каждому требованию стандарта в руководстве по качеству указывается ссылка на процедуру системы качества, в которой определено, как реализуется требование стандарта. Эта форма наиболее подходит для крупных организаций. Руководство по качеству становится указателем, осуществляющим взаимосвязь процедур системы качества. Процедуры системы качества являются отдельными документами по каждому требованию или группе требований стандарта ИСО 9001:2000.
– Единым документом с адаптированными приложениями. При таком варианте руководство по качеству представляет собой среднее между первым и вторым вариантами. Часть процедур системы качества описывается в тексте руководства, а другая часть представлена в виде ссылок на отдельные документы. Эти документы оформляются приложениями к руководству по качеству. Этот вариант используется для средних по численности организаций.
– Иногда руководство по качеству может состоять из нескольких документов или «уровней руководств». Этот вариант используется, когда организация осуществляет несколько видов деятельности существенно отличающихся один от другого. Наиболее частое применение такого варианта можно встретить в холдинговых структурах. По каждому виду деятельности организации разрабатывается отдельное руководство по качеству и все эти руководства объединены посредством ссылок в руководство по качеству организации в целом.
Стандарт ИСО 9001:2000 (ИСО 9001:2008) требует от организации разработать и внедрить 6 обязательных процедур:
– управление документацией
– управление записями о качестве
– управление несоответствующей продукцией
– проведение внутренних аудитов
– проведение корректирующих мероприятий
– проведение предупреждающих мероприятий
Процедура управления документацией – предназначена для формализации документационного обеспечения организации. Данная процедура регламентирует вопросы создания, анализа и проверки документов до начала их официального использования в организации, актуализации и пересмотра документов уже используемых в организации, правила обозначения документов и идентификации каких-либо изменений в действующих документах. Кроме того, в процедуре управления документацией необходимо четко определить правила распространения документов в организации и правила изъятия, либо явной идентификации устаревшей документации. В процедуре обязательно необходимо отразить и порядок идентификации и обращения с документами внешнего происхождения, например, нормативными документами, стандартами, договорами заказчиков и пр.
Процедура управления записями о качестве – это процедура, которая регламентирует порядок обращения с документальными свидетельствами работы системы качества. Запись о качестве – это свидетельство выполнения, какой либо работы, требуемой по системе качества. Например, пустая форма для проставления результатов контроля – это документ системы качества, как только в этой форме проставляются результаты контроля заполненная форма становится записью о качестве.
Процедура управления записями о качестве должна содержать правила идентификации записей и средства управления записями (например, делать записи можно на бумаге, можно в электронной системе), порядок хранения, защиты и восстановления записей о качестве в случае их повреждения. Кроме того, необходимо определить сроки хранения и порядок изъятия и уничтожения записей о качестве.
Процедура управления несоответствующей продукцией – это процедура, которая определяет, кто и как должен действовать, если в ходе работы организации возникли несоответствия. Под несоответствующей продукцией в стандарте понимается не только продукция, но и услуги, и другие результаты работы. Например, результатом работы договорного отдела является договор, тогда в процедуре управления несоответствующей продукцией необходимо определить какие несоответствия могут возникать в договоре, и как необходимо действовать при обнаружении несоответствий.
Процедура проведения внутренних аудитов – в данной процедуре необходимо определить порядок организации внутренних аудитов, требования к аудиторам, методы, критерии, частоту и область применения аудитов. Также, необходимо определить состав документации, которая разрабатывается при проведении аудита и порядок обработки результатов аудита.
Процедура проведения корректирующих действий – эта процедура должна регламентировать порядок проведения работ по устранению несоответствий связанных с продуктами (услугами) организации, процессами и системой качества. Порядок проведения корректирующих действий должен предусматривать анализ выявленных несоответствий, установление причин их возникновения, разработку действий по устранению несоответствий, запись результатов предпринятых действий и анализ результатов предпринятых действий.
Процедура проведения предупреждающих действий – если процедура проведения корректирующих действий определяет, как должна действовать организация после возникновения несоответствий, то данная процедура должна определять действия для предотвращения возникновения несоответствий. В процедуре необходимо определить методы определения возможных несоответствий, порядок разработки действий по недопущению возникновения несоответствий, порядок ведения записей результатов предпринятых действий и анализ результатов выполнения предупреждающих действий.
3. Разработка нового технологического процесса получения цинка из отходов ванн горячего цинкования
качество цинкование отход гартцинк
3.1 Обоснование выбора объекта проектирования
Проблема защиты от коррозии стальных конструкций является одной из важнейших технических проблем во всем мире.
Одной из наиболее эффективных технологий защиты металлоконструкций от коррозии, развивающихся в последние десятилетия является процесс «горячего цинкования». В России и странах СНГ этот процесс еще не получил достаточного развития, хотя и подтвердил свою высокую экономическую и техническую эффективность.
Справка:
- Голландия имеет 18 заводов цинкования на 16 млн. населения,
- Германия 180 заводов цинкования на 90 млн. населения,
- Италия 64 завода на 50 млн. населения,
- Испания 48 заводов на 46 млн. населения;
- Более 5% всех стальных конструкций в Европе проходят через «горячее цинкование».
- на территории РФ работает менее десяти предприятий осуществляющих горячее цинкование.
Технология горячего цинкования разработана более 150 лет назад и в настоящее время соответствует самым жестким требованиям по антикоррозийной защите ответственных конструкций. Из всех известных способов защиты стальных конструкций от коррозии горячее цинкование является оптимальным. Сочетание высокой экономической эффективности и повышения надежности конструкций, прошедших обработку методом горячего цинкования, а так же универсальности данного метода по отношению к виду конструкций позволило занять данному способу защиты ведущее место во многих странах мира.
Область применения данного вида защиты металлоконструкций от коррозии очень велика:
металлические мосты (от пешеходных до автомобильных и железнодорожных).
- опоры ЛЭП, вышки сотовой связи, опоры канатных дорог, металлические опоры уличного освещения.
- металлоконструкции каркасов ответственных зданий и зданий с повышенной влажностью в помещениях.
- металлоконструкции каркасов зданий и оборудования животноводческих ферм, коровников и проч. эксплуатируемых в среднеагрессивной среде.
- в связи с тем, что цинковое покрытие не взаимодействует с нефтепродуктами, различными растворителями, смазочными материалами использование данного способа защиты целесообразно для применения к большинству конструкций нефтедобывающих, нефтеперегонных и нефтеперерабатывающих предприятий, что в конечном итоге снижает риск аварийных ситуаций вследствие коррозионных процессов (цинк не обладает пирогенным свойством, что так же снижает риск возгораний).
- многолетним использованием проверено качество защиты горячим цинкованием водопроводных и канализационных труб. В Москве горячее и холодное водоснабжение осуществляется по трубам прошедшим защиту горячим цинкованием.
- опоры рекламных щитов, перильные и дорожные ограждения, металлические лестницы.
- конструкции кранов и различного оборудования используемого на речных и морских судах.
- самые различные металлические конструкции, эксплуатируемые на железной дороге, в том числе элементы контактной сети.
- и многое другое.
По статистическим данным ежегодная потеря металлопроката от коррозии составляет от 5 до 10%, в условиях роста цен на энергоресурсы, а соответственно затрат на воспроизводство металла, защита от коррозии становится наиболее актуальна.
Процесс горячего цинкования – процесс, защищающий железо и сталь от образования ржавчины. В сущности, он предполагает погружение металлоконструкции с химически чистой поверхностью в ванну с расплавленным цинком, который реагирует с железом с образованием защитной пленки.
Этот принцип остается неизменным в течение 150 лет существования процесса цинкования, но обширные исследования по всем аспектам технологии превратили современное цинкования в технически контролируемое производство.
В силу того, что расплавленный цинк не может вступать в реакцию с металлом или сталью покрытой вторичной окалиной или маслом, металлоконструкция перед погружением в расплавленный цинк должна пройти процесс очистки, который включает обезжиривание, пескоструйную очистку и кислотное травление. Затем металлоконструкцию покрывают флюсом для активации поверхности, что улучшает ее «смачивание» цинком и их взаимодействие при погружении. При извлечении конструкции избыток цинка стекает обратно в ванну. Оцинкованное изделие погружают в ванну с водой для охлаждения или оно остывает на воздухе.
Существуют два основных способа цинкования различающиеся по методу нанесения флюса. При цинковании с расплавленным флюсом материал после травления и промывки погружают в цинковую ванну, на поверхности которой плавает слой флюса. При сухом цинковании слой флюса высушивают на поверхности материала перед погружением в чистую ванну с расплавленным цинком.
Процесс оцинковывания состоит из трех основных этапов:
- подготовка поверхности;
- оцинковывание;
- проверка.
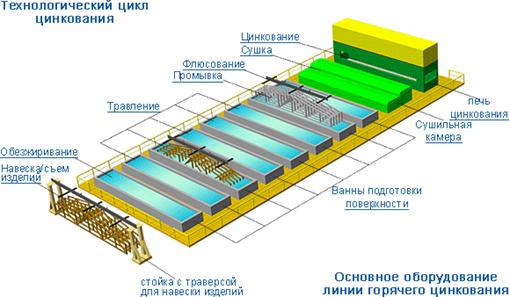
Рисунок 3. Схема линии горячего цинкования
Навеска продукции осуществляется вручную, как правило, путем подвески и увязки металлоконструкций на траверсы проволокой диаметром 3–6 мм (в зависимости от массы изделий).
При оцинковании мелких изделий для повышения производительности навески могут применяться специальные приспособления.
Размер изделий, их конструктивные особенности важны для рационального выбора способа навески и количества навешиваемых изделий, т. о. для различных конфигураций цинкуемых изделий требуются особые, индивидуальные способы навески.
На качество и толщину цинкового покрытия оказывает влияние угол наклона изделия к поверхности расплава цинка в ванне цинкования (чем больше угол наклона, тем меньше толщина и лучше качество поверхности покрытия). Угол навески цинкуемых изделий ограничен габаритными размерами ванн подготовки и ванны цинкования. Для стального проката этот угол составляет 10–45 градусов.
Последним этапом технологического цикла оцинкования изделий является съем оцинкованной продукции с траверс для отгрузки.
Для сохранения качества цинкового покрытия при съеме изделий необходимо соблюдать ряд требований:
изделия должны быть охлаждены;
должны быть исключены контакты, а также удары и падения между собой и пр. металлическими предметами;
отгрузка и увязка оцинкованных изделий должна осуществляется тканевыми тросами.
Обезжиривание. Поверхность стали подлежащая цинкованию, всегда, за исключением редких случаев, в большей или меньшей степени загрязнена маслами или жирами. Эти компоненты появляются на металлоконструкциях вследствие предшествующих обработок и / или манипуляций, которым они подвергались. Это особенно касается деталей, изготовленных из листа.
Жиры и масла, подвергаясь старению при контакте с атмосферой, модифицируются, что порой еще больше затрудняет их удаление.
Жировое покрытие действует как непроницаемая оболочка на оксидах, из-за чего не происходит полного процесса кислотного травления. Часто жировые вещества проникают вглубь пор на поверхности и не обнаруживаются при поверхностном визуальном обследовании.
Обезжиривание поверхности металлоконструкций имеет все основания рассматриваться в качестве основной процедуры всего цикла химической подготовки к процессу горячего цинкования.
Эффективное обезжиривание дает гарантию выполнения успешного качественного процесса травления.
Травление. Металлы имеют свойство окисляться, т. о. сталь всегда покрыта слоями оксидов, состоящих из химических соединений железа с кислородом и водой, состав и толщина которых зависят от условий, при которых они формировались.
Оксидный слой препятствует реакции жидкого цинка с железом и потому должен быть устранен до металлургического процесса цинкования.
Если и существуют ситуации, при которых очистка проводится механически (пескоструйная очистка), в огромном большинстве случаев металлоконструкции проходят химическую обработку процедурой кислотного травления. Кислоты, используемые при горячем оцинковании, следующие: соляная кислота и серная кислота. Из двух кислот, в технологии цинкования предпочтительней первая, поскольку она активна при температуре окружающей среды, и создаёт меньше проблем на следующей стадии химической обработки.
Промывка. Операция промывки необходима для предотвращения переноса хлоридов железа и кислоты HCl в ванну флюсования, а далее и в ванну цинкования. Железо представляет собой «нежелательный» элемент в растворе флюсования.
Сам по себе хлорид железа обладает некоторым флюсующим действием, однако его наличие имеет и некоторые отрицательные стороны:
- соли железа в активной форме вызывают перенос ионов Fe2 в ванну цинкования, с последующим увеличением количества гартцинка;
- при контакте с атмосферой железо окисляется, его окисленные компоненты являются малорастворимыми и стремятся пристать к поверхности изделий, что вызывает появление участков, где металлургическая реакция между цинком и железом произойти не сможет.
Значение pH-показателя:
- с одной стороны, слишком высокий pH способствует выпадению цинка из раствора флюсования, уменьшая его активность;
- с другой стороны, повышение кислотности означает присутствие свободной кислоты, большую коррозийность.
По всем этим причинам проводятся регламентированные периодические химические анализы растворов, которые позволяют осуществлять сбалансированную корректировку всех имеющихся параметров.
Флюсование. Другой очень важной стадией в процессе горячего цинкования является подготовка поверхности стали, теперь уже, по крайней мере, теоретически очищенной после обезжиривания и кислотного травления, для того, чтобы сделать ее пригодной для последующей операции, на которой выполняется термо-металлургическая реакция с цинком.
В теперь уже повсеместно используемом «сухом» методе (сухое цинкование) данная стадия называется «предварительное флюсование». В ней поверхность деталей покрывается пленкой неорганического кристаллического соединения, называемого «флюсом». При горячем цинковании требуется, чтобы сталь была идеально чистой до самого погружения в расплавленный цинк; действительно, только «металлические чистые» поверхности могут реагировать друг с другом.
Слой флюса служит для достижения этой цели благодаря своим следующим свойствам:
- он удаляет загрязнения и нерастворимые соли, оставшиеся на поверхности деталей после травления;
- предотвращает образование оксидов и / или солей, которое могло произойти во время ожидания и транспортировки к цинковой ванне;
- освобождает от оксидов поверхность ванны цинкования в зоне, в которой происходит погружение обрабатываемых деталей.
Таким образом, можно сказать, что флюс ведет себя как «очищающая пена», которая посредством очень сложных химических реакций предотвращает образование оксидов, удаляет остаточные соли и другие поверхностные загрязнения, предохраняя одновременно обрабатываемые поверхности от контакта с окружающей атмосферой.
Кроме того, слой флюса действует как посредник между расплавленным цинком, который имеет очень высокое поверхностное натяжение, и сталью. Без этого промежуточного компонента расплавленный цинк не смог бы полностью «смочить» поверхность цинкуемых изделий.
Фаза высушивания после флюсования очень важна. Действительно, если реакции, приводящие к появлению флюсующих свойств, начинаются на водном этапе, когда соли флюса, откладываются на поверхности стали, то полностью они заканчиваются на фазе сушки. Именно на этой фазе, когда раствор, концентрируясь, теряет воду, металлические соединения получают характеристики «сильной кислоты» способствующей активному взаимодействию расплава цинка со сталью.
Также, на стадии сушки осуществляется предварительный подогрев цинкуемого материала. Температура изделий на выходе из сушильной печи составляют примерно 70–100°C. В сушильной камере необходимо наличие хорошей вентиляции, способствующей сушке изделий и удалению влаги из окружающего объема.
Если температуры в сушильной печи слишком высокие, имеется опасность, что соль разложится и преждевременно начнет свое действие, оставив мало флюсующего вещества для реакции между цинком и металлом на этапе цинкования. С другой стороны, если сушка неполная и остается слишком много влаги на поверхности, имеется риск нового окисления какого-то участка поверхности, что приведет к дефектам покрытия.
Цинкование. Для качественной работы ванны цинкования используется цинк высокого стандарта качества для полной уверенность в том, что любой нежелательный элемент не снизит требуемого качества покрытия. Это значит, что для создания такого покрытия должен использоваться цинк, соответствующий классам Zn 1 (99,995%) или Zn 2 (99,95%) в соответствии с нормативами EN 1179 и ISO 752 или Ц0 и Ц1 по ГОСТ 3640–94.
В процессе горячего цинкования металлоконструкции погружаются в ванну с расплавленным цинком (430–450°С) и в результате реакции на поверхности изделия образуется ферроцинковый сплав, представляющий собой надежную антикоррозийную защиту, состоящую из нескольких слоев с различным удельным соотношением железа и цинка.
Начиная от поверхности стали, первым расположен Гамма-слой (γ) толщиной около 1 мкм, состоящий из сплава стали и цинка, в котором последнего элемента присутствует около 25%. Следующим расположен Дельта-слой (d), содержащий порядка 10% железа, на котором располагается Дзета-слой (z). В Дзета-слое (z) присутствует 7% железа и можно видеть кристаллы, ориентированные по высоте. Слой, лежащий снаружи от него и называемый Эта-слой (h), можно рассматривать как почти чистый цинк, поскольку при температуре окружающей среды максимальное содержание железа в нем составляет 0,008%.
Поэтому цинкование является очень востребованным видом защиты металла от коррозии. Но так же он является и безотходным видом производства так как его отходы в виде изгари цинка и гартцинка направляются на дальнейшую переработку. Так как отходов от ванн горячего цинкования образуется много около 7200 тн. изгари и 8000 тн. гарта в год по России. То считаю целесообразным выбрать именно переработку отходов гартцинка.
3.2 Техническое предложение
Из сказанного выше можно говорить о том, что гартцинк является побочным продуктом процесса цинкования. С хлоридом железа (FeCl2) связан