Изготовление железобетонных изделий
Содержание
1. Введение
2. Общие положения
2.1. Состав предприятия
2.2. Характеристика изделия
2.3. Режим работы предприятия
2.4. Сырьевые материалы
3. Технологическая часть
3.1. ТЭО технологии и способа производства
3.2. Технологические режимы обработки
3.3. Производство базового изделия
3.4. Характеристика технологического оборудования
3.5. Технологический расчет
3.6. Проектирование БСО
3.7. Потребность производства в сырье и энергоресурсах
3.8. Склад готовой продукции
3.9. Штатная ведомость
3.10. Контроль качества продукции и точности процесса
4. Охрана труда и техника безопасности
5. Технико-экономические показатели производства
6. Список литературы
бетоносмесительный цех железобетонный колонна
1. Введение
Бетон – один из древнейших строительных материалов. Из него построены галереи египетского лабиринта (3600 лет до н.э.), часть Великой китайской стены (3 в. до н.э.), ряд сооружений на территории Индии, Древнего Рима и в других местах. Однако использование бетона и железобетона для массового строительства началось только со второй половины 19 века после получения и организации промышленного выпуска портландцемента, ставшего основным вяжущим веществом для бетонных и железобетонных конструкций и изделий.
Производство сборного железобетона начало интенсивно развиваться в послевоенный период в связи с развернувшимся промышленным и гражданским строительством, что потребовало широкой индустриализации строительных работ.
Широкое применение сборного железобетона позволило значительно сократить в строительстве расход металла, древесины и других традиционных материалов, резко повысить производительность труда, сократить сроки возведения зданий и сооружений. Но развитие строительства требует дальнейшего повышения эффективности и качества производства и применения сборного железобетона.
2. Общие положения
2.1. Состав предприятия
Изготовление железобетонных изделий на заводах ЖБИ осуществляется в цехах, которые в совокупности и представляют производство сборного железобетона.
Основными цехами при производстве ЖБК являются:
1. Бетоносмесительное отделение
2. Формовочный цех
3. Хозяйственные и служебные помещения
4. Склад цемента
5. Склад арматуры
6. Склад заполнителей
7. Склад готовой продукции
8. Склад горючесмазочных материалов
2.2. Характеристика изделия
В проекте все расчеты ведем по колонне марки К19а-1-1. Изделие выполняется по стендовому методу производства в соответствии с требованиями ГОСТ 18979-73.
Колонна изготовляется из тяжелого бетона марки 300. Геометрические размеры колонны 9575 х 400 х 400 мм.
Характеристику изделия приводим в таблице 1.
Характеристика изделия таблица 1
| Показатели | Единица измерения | Величина |
| Класс и марка бетона | В 22,5 (М300) | |
| Объем бетона в изделии | м3 | 1,64 |
| Масса | т | 4,1 |
Расход арматуры: а) напрягаемая б) ненапрягаемая | кг кг | 0 521,8 |
2.3. Режим работы предприятия
Таблица 2
| Номинальное количество рабочих суток в году | 253 |
| То же, по выгрузке сырья и материалов с ж/д транспорта | 365 |
| Количество рабочих смен в сутки (без ТВО) | 2 |
| Количество рабочих смен в сутки для ТВО | 3 |
Количество рабочих смен по приему сырья и материалов: а) ж/д транспортом б) автотранспортом | 3 2 |
| Продолжительность рабочей смены, ч | 8 |
2.4. Сырьевые материалы
Сырьевые материалы для приготовления бетонной смеси
1) Портландцемент марки 400, удовлетворяющий требованиям ГОСТа 10178-85, нормальная густота цементного теста 27%;
2) Щебень известковый, удовлетворяющий требованиям ГОСТа 8267-93, фракция 5-20, марка прочности по дробимости – 800, водопоглощение – 0.8%, морозостойкость 150 циклов, содержание слабых зерен – 5%, содержание лещадных зерен – 23%, содержание пылевидных, илистых и глинистых частиц – 2%;
3) Песок, удовлетворяющий требованиям ГОСТ 8736-93, модуль крупности Мк = 1,1; содержание примесей в песке не должно превышать 3%, водопотребность песка 7%;
4) Вода, принимаемая для приготовления б/смеси не должна содержать вредных примесей, препятствующих нормальному схватыванию и твердению цемента. Воду используют техническую, удовлетворяющую требованиям ГОСТ 23732-79. Общее содержание солей не более 5000 мг/л, содержание сульфатов в пересчете на SO4 не более 2700 мг/л. Водородный показатель рН ˃ 4.
3. Технологическая часть
3.1. ТЭО технологии и способа производства
В производстве ЖБК могут применяться различные организационные способы производства: агрегатно-поточный, конвейерный, полуконвейерный, стендовый, кассетный.
При выборе способа производства как правило проводят технико экономическое обоснование (ТЭО) по приведенным затратам на создание линии.
Агрегатно-поточный способ производства – при небольших капитальных затратах он допускает выполнение широкой номенклатуры изделий. Технологические операции последовательно выполняют на нескольких рабочих постах. Для соблюдения последовательности форму передают от одного поста к другому с помощью мостового крана. Этот способ соответствует больше всего условиям мелкосерийного производства на заводах средней и небольшой мощности.
Конвейерный способ производства – технологический процесс расчленяется на элементные процессы, которые выполняются одновременно на отдельных рабочих постах. Формы с изделиями перемещаются от одного поста к другому специальными транспортными устройствами, каждое рабочее место обслуживается закрепленным за ним звеном. Характерен принудительный ритм работы, т.е. одновременное перемещение всех форм по замкнутому технологическому кольцу с заданной скоростью.
Стендовый способ производства – изделия формуют в стационарных формах, и они твердеют на месте формования, в то время как технологическое оборудование и обслуживающие его рабочие звенья перемещаются от одной формы на стенде к другой. Стендовая технология целесообразна при изготовлении крупноразмерных предварительно напряженных конструкций длиной более 9 метров для промышленных и гражданских зданий.
Кассетный способ производства – формование изделий производится в вертикальном положении в стационарных разъемных металлических групповых формах-кассетах, где изделия остаются до приобретения бетоном необходимой прочности. Звено рабочих в процессе производства перемещается от одной кассетной формы к другой, организуя производственный поток.
3.2. Технологические режимы обработки
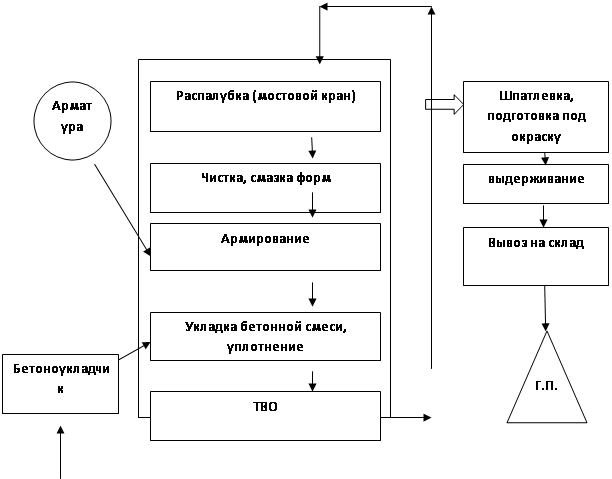
Производство колонн осуществляется стендовым способом в унифицированном типовом пролете УТП-1 по следующей функциональной схеме №1. Технологические операции при данном способе производства осуществляются на одном посту.
При производстве колонн технологический процесс изготовления состоит из следующих операций:
1. Распалубка форм с помощью мостового крана;
2. Чистка и смазка форм специальными смазками;
3. Армирование и сборка форм;
4. Укладка и уплотнение бетонной смеси бетонораздатчиком и глубинными вибраторами;
5. Тепловлажностная обработка колонн при температуре пропарки 800;
6. Приемка и маркировка колонн ОТК проводится в соответствии с нормами ГОСТ 13015;
7. Вывоз колонн на склад готовой продукции соблюдая правила по ГОСТ 13015.
3.3. Производство базового изделия
Функциональная схема производства колонн
Из БСО
3.4. Характеристика технологического оборудования
Мостовой кран
| Скорость перемещения моста, м/мин | 80 |
| Скорость перемещения тележки, м/мин | 40 |
| Скорость подъема (опускания) крюка, м/мин | 10 |
| Установленная мощность, кВт | 25 |
| Грузоподъемность, т | 15 |
| Масса, т | 15000 |
Бетонораздатчик 413-02
| Скорость перемещения, м/мин | 2,2 |
| Ширина колеи рельса, мм | 5000 |
| Установленная мощность, кВт | 10,8 |
Габаритные размеры, мм длина ширина высота | 3730 5800 1730 |
| Количество бункеров, шт | 1 |
Объем бункера, м3 | 2,6 |
| Масса, т | 6,4 |
Глубинный вибратор ИВ-79
Размеры вибронаконечника, мм: диаметр длина | 75 550 |
| Мощность, кВт | 0,8 |
| Масса, кг | 15 |
Самоходная бадья БВП-2
Вместимость, м3 | 2,0 |
| Грузоподъемность, т | 5,0 |
| Размер разгрузочного отверстия, мм | 350х600 |
Габариты, мм: длина ширина высота | 3874 2748 920 |
| Масса, т | 0,92 |
Габаритные размеры стендовой установки, мм - 12000х4000х70.
Подобранное оборудование размещено в унифицированном пролете 18 х 144 м. Транспортные операции производятся мостовым краном грузоподъемностью 15 т.
Увязка работы оборудования осуществлена графоаналитическим методом с помощью циклограммы работ ведущих агрегатов. Для построения циклограммы предварительно осуществляется расчет элементов цикла.
Таблица 3
| Операция | Длина хода, м | Скорость, м/мин | Время, мин |
| Перемещение моста: | |||
| Съем крышки | 27,2 | 64 | 1,4 |
| Распалубка форм | 10 | ||
| Строповка, перемещение 1-ой колонны на склад | 9,6 | 40 | 1,2 |
| Строповка и перемещение 2-ой колонны на склад | 4,8 | 40 | 1,1 |
| Установка арматуры в 1-ую форму | 4,8 | 40 | 1,1 |
| Установка арматуры во 2-ую форму | 9,6 | 40 | 1,2 |
| Сборка форм | 12 | ||
| Перемещение за бадьей | 8 | 40 | 0,2 |
| Возврат крана с пустой бадьей | 5,6 | 40 | 0,2 |
| Закрытие стенда | 29,6 | 64 | 1,5 |
| Перемещение тележки: | |||
| Перемещение 1-ой колонны на склад | 20 | 32 | 0,6 |
| Перемещение 2-ой колонны на склад | 14,4 | 20 | 0,5 |
| Перемещение 1-ой арматуры | 5,6 | 32 | 0,2 |
| Перемещение 2-ой арматуры | 11,2 | 32 | 0,4 |
| Перемещение за бадьей | 30 | 32 | 0,9 |
| Ручные работы: | |||
| Чистка, смазка форм | 24 м2 | 15 | |
| Бетонораздатчик 413-02 | |||
| 1-ый проход бетонораздатчика над всей формой | 31,2 | 2,2 | 14,7 |
| 2-ой проход бетонораздатчика | 31,2 | 2,2 | 16,2 |
Из циклограммы следует, что продолжительность цикла формования – 77 мин.
3.5. Технологический расчет
1. Годовая производительность, м3, определяем по формуле:
Пгод = Nст * ∑Vизд * Коб * Вр
Где Пгод – годовая производительность линии, м3/год
∑Vизд – суммарный объем изделий в камере, м3
Коб – коэффициент оборачиваемости
Вр – годовой фонд рабочего времени – 253 сут.
Строим график работы для определения количества стендов (Nст) и их коэффициента оборачиваемости (Коб).
Для бетона класса В 22,5 и толщине изделия 400 мм режим ТВО принимаем
ТТВО = 11(3,5+5+2,5), тогда количество камер:
Nст = 9 шт,
Коб = ![]() = 1,33
= 1,33
Пгод = Nст * ∑Vизд * Коб * Вр = 9*3,28*1,33*253 = 9933,19 м3
2. Расчет склада арматурных изделий
Площадь под оперативный запас арматурных изделий на 4 часа непрерывной работы
Sарм = ![]() , м2
, м2
где ![]() - количество формуемых изделий в стенде,
- количество формуемых изделий в стенде,
А – расход стали на одно изделие,
q – норма складирования – 0,080 т/м2.
Sарм = ![]() = 40 м2
= 40 м2
3. Расчет склада для выдержки и остывания изделий на 12 часов
![]()
Где Vб.с. – объем изделий в форме,
qизд – норма хранения, складирования на 1 м2, принимаем – 0,6.
![]() = 50,2 м2
= 50,2 м2
4. Расчет резервных форм.
Количество резервных форм составляет 5% от основных:
Nф = 1,05(9 * 2) = 18,9 ![]() 19
19
Резервных форм – 1 шт.
qф = 0,8 т/м3 Qф =qф * Vизд = 0,8 * 1,64 = 1,312 т
∑Qф = 19 * 1,312 = 25 т
5. Подбор состава бетона.
Выбор материалов:
Портландцемент по ГОСТ 10178 для класса В 22,5 по СНиП 5.01.23 рекомендуемая марка цемента М 400, Rц = 400 кг/см2, Rб = 300 кг/см3, ρц = 3 г/см3, ρн.ц. = 1,2 кг/дм3.
Щебень рядовой с насыпной плотностью ρн.п. = 1,4 кг/дм3, ρщ = 2,65 г/см3,
Vп.щ. = ![]() = 0,47
= 0,47
Песок – кварцевый с модулем крупности Мк = 2, ρн.п. = 1,6 кг/дм3, ρп = 2,67 г/см3.
6. Расчет состава.
Из условия прочности находим Ц/В отношение
![]() = 1,75
= 1,75
Определяем по таблице ориентировочный расход воды на 1 м3 бетонной смеси. Расход воды составляет В = 200 л.
Расход цемента составит Ц = 200 * 1,75 = 350 кг.
1. Сумма абсолютных объемов составляющих бетонной смеси равна 1 м3 или 1000 литров.
2. Пространство между зернами щебня заполнено цементно песчаным раствором с заданной раздвижкой крупного заполнителя
Определяем расход щебня
![]() =
= ![]() 1163
1163
Коэффициент раздвижки зерен щебня определяется в зависимости от расхода цемента и водоцементного отношения по таблице.
В/Ц = 200/350 = 0,57
α = 1,42.
Расход песка определяем по формуле

Сумма абсолютных объемов составляющих бетонной смеси равна
![]()
Номинальный состав на 1 м3 бетонной смеси
Ц = 350 кг
Щ = 1163 кг
П = 651,5 кг
В = 200 л.
В результате расчета получаем номинальный (лабораторный) состав бетонной смеси на 1 м3. Однако в условиях производства необходимо учитывать влажность заполнителей. Поэтому производим перерасчет расхода песка, щебня и воды затворения и определяем рабочий состав бетонной смеси.
Принимаем влажность песка и щебня
Wп = 5%, Wщ = 2%, тогда
![]()
![]()
![]() л.
л.
Плотность бетонной смеси определяем по формуле
![]()
В процессе приготовления бетонной смеси с использованием бетоносмесителей различной емкости происходит уплотнение смеси за счет крупного заполнителя. В результате объем приготовленной бетонной смеси будет меньше первоначального до перемешивания компонентов.
Коэффициент выхода β

3.6 Проектирование БСО
Оборудование бетоносмесительного цеха подбирается из условия часовой производительности или сменной потребности в бетонной смеси. Проектирование цеха в данном проекте не учитывается, так как потребность формовочного цеха в бетонной смеси будет низкой. Количество бетонной смеси определяется по средней производительности.
3.7 Потребность производства в сырье и энергоресурсах
При расчете годовой потребности сырья и материалов учитываем возможные производственные потери при транспортировании бетонной смеси. Потребность бетонной смеси, м3/год
Ргод = Пгод * П
где Пгод - годовая производительность двух линий, м3;
П - производственные потери бетонной смеси – 1,5%
Р год= 9933,19 х 1,015 =10082,19 м3
Потребность производства в сырье и энергоресурсах
Таблица 4
| Наименование материалов и полуфабрикатов | Единица измерения | Расходы в | |||
| час | смена | сутки | год | ||
| Бетонная смесь | м3 | 2,49 | 19,93 | 39,85 | 10082,19 |
| Цемент | т | 0,87 | 6,97 | 13,95 | 3528,77 |
| Щебень | т | 2,9 | 23,17 | 46,35 | 11725,59 |
| Песок | т | 1,62 | 12,98 | 25,96 | 6568,55 |
| Вода | л | 498,13 | 3985,05 | 7970,11 | 2016438 |
| Пар | т | 0,75 | 5,98 | 11,96 | 3024,66 |
| Смазка | кг | 4,98 | 39,85 | 79,70 | 20164,38 |
Потребность производства в электроэнергии
Таблица 5
| Наименование оборудования | Количество оборудования | Мощность | Коэф-т использ. | Расход в час | |
| Одного | Общая | ||||
| Мостовой кран К16Т25-16,5 | 2 | 35 | 70 | 0,4 | 28 |
| Бетонораздатчик 413-2 | 1 | 10,8 | 10,8 | Материалы для отделки потолков Проектирование трехэтажного жилого здания Проектирование двухэтажного жилого коттеджа Технология возведения цеха ремонта механизмов
Актуально:
| |