Пути улучшения показателей сатураторной схемы получения сульфата аммония
Ахременко А.В., Гребенюк А.Ф.
Донецкий национальный технический университет
На большинстве коксохимических заводов Украины и стран СНГ применяется сатураторный метод производства сульфата аммония из аммиака коксового газа. Особенность этого метода состоит в том, что процессы абсорбции аммиака и образования кристаллов сульфата аммония осуществляется в одном аппарате – сатураторе. При барботаже газа через насыщенный раствор сульфата аммония, содержащий 4-6% свободной серной кислоты, аммиак поглощается с образованием сульфата аммония, в результате чего его концентрация становится выше равновесной (пересыщенное состояние раствора) и происходит образование кристаллов.
Таким образом, для получения кристаллического продукта по этому методу не требуется охлаждение раствора, как это имеет место при изогидрической кристаллизации, или упаривание его, как при изотермической кристаллизации. Поэтому затраты энергии и тепла на производство единицы продукции по сатураторному методу являются наименьшими, что является важным преимуществом этого процесса.
В то же время, сатураторный метод имеет ряд существенных недостатков, основными из которых являются:
· Периодическое нарушение режима работы сатуратора из-за необходимости ежесуточных промывок с целью удаления солевых отложений. При этом процесс кристаллизации сульфата аммония становится периодическим, что затрудняет автоматизацию работы сатуратора и получение качественного продукта. · Образование множества центров кристаллизации из-за резкого охлаждения пересыщенного раствора на стенках сатуратора и в циркуляционных трубопроводах, что обусловливает получение мелкокристаллического продукта.
· Повышенная кислотность раствора в сатураторе также препятствует росту кристаллов и требует промывки сульфата аммония водой в центрифуге, что приводит к обводнению системы.
· Вода, поступающая в систему, может быть удалена только путем испарения в сатураторе, что требует подвода дополнительного тепла в сатуратор и приводит к увеличению тепловой нагрузки конечного газового холодильника и количества сточных вод.
На Авдеевском коксохимическом заводе освоена бессатураторная схема получения сульфата аммония, по которой улавливание аммиака производится в форсуночных скрубберах ненасыщенным раствором сульфата аммония, содержащим 1-2% серной кислоты в первой ступени и 10-12% во второй ступени, предназначенной для улавливания пиридиновых оснований и доулавливания аммиака.
Недостатками такой схемы являются:
· Более высокие потери аммиака с обратным газом.
· Менее надежная работа установки из-за отказов насосов, подающих раствор в скрубберы.
· Высокое содержание мелких фракций в сульфате аммония из-за несовершенства конструкции вакуум-кристаллизаторов.
· Необходимость создания глубокого вакуума в испарителях во избежание интенсивной коррозии при кислотности раствора 1, 5-2%, что требует большего расхода пара давлением 10-12 атм.
Для получения крупнокристаллического сульфата аммония в химической промышленности освоены кристаллизаторы, в которых упаривание нейтрального или слабокислого раствора производится при атмосферном давлении, а рост кристаллов происходит во взвешенном состоянии в расширяющемся кверху потоке слабопересыщеного раствора, поступающего из испарителя.
Для коксохимической промышленности ВУХИНом разработан такой кристаллизатор производительностью по соли 3-4 т/ч и схема двухкорпусной кристаллизационной установки. При концентрации свободной серной кислоты менее 0, 2 г/л можно вести процесс выпарки в первом корпусе при атмосферном давлении, а образующийся вторичный пар использовать в качестве греющего во втором корпусе, работающем под вакуумом. При этом расход пара на получение сульфата аммония снижается примерно в 2 раза по сравнению с вакуум-кристаллизатором бессатураторной установки.
На рисунке представлена предлагаемая нами схема сульфатной установки с абсорбцией аммиака в сатураторе ненасыщенным раствором сульфата аммония и кристаллизацией соли в восходящем расширяющемся потоке пересыщенного раствора.
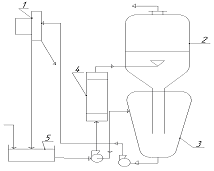
Рис.1 Схема кристаллизационной установки для сульфата аммония
1-центрифуга; 2–испаритель; 3-кристаллизатор; 4-подогреватель; 5–сборник
Для определения оптимального режима работы такой установки нами выполнены расчеты материального и теплового балансов сатуратора, нейтрализатора раствора и кристаллизационной установки. Переменными параметрами при выполнении расчетов были доля аммиачных паров, подаваемых в сатуратор и нейтрализатор, концентрация серной кислоты и сульфата аммония в ванне сатуратора, а также концентрация кислоты, подаваемой в сатуратор.
Температура газа и маточного раствора в сатураторе определялись путем совместного решения уравнений теплового баланса и равновесия в системе газ-водяной пар - кислый раствор сульфата аммония.
Критериями при определении оптимального режима были расход греющего пара в испарителе и количество водяных паров в газе после сатуратора. Лучшие показатели получены при использовании 92-%-ой кислотой и подаче 100% аммиачных паров в нейтрализатор раствора. При одноступенчатом выпаривании раствора расход пара составляет 0, 9 т/т сульфата аммония, а при двухступенчатом выпаривании – примерно 0, 5 т/т соли против 1, 72 т/т соли по бессатураторному методу.