Техническое обслуживание и ремонт автомобилей
1. Назначение, устройство, принцип работы
Назначение
Кривошипно-шатунный механизм служит для преобразования поступательного движения поршня под действием энергии расширения продуктов сгорания топлива во вращательное движение коленчатого вала. Коленчатый вал воспринимает усилия, передаваемые от поршней шатунами, и преобразует их в крутящий момент, который затем через маховик передается агрегатам трансмиссии.
Устройство
Механизм состоит из поршня с поршневыми кольцами и пальцем, шатуна, коленчатого вала и маховика.
Головка цилиндров - общая для всех четырех цилиндров - из алюминиевого сплава. Центрируется на блоке двумя втулками и крепится десятью винтами. Между блоком и головкой (их поверхности должны быть сухими) устанавливается безусадочная металлоармированная прокладка, (ее повторное использование не допускается).
Цилиндры расточены непосредственно в блоке. Номинальный диаметр 82 мм при ремонте может быть увеличен на 0,4 или 0,8 мм. Класс цилиндра маркируется на нижней плоскости блока латинскими буквами в соответствии с диаметром цилиндра в мм: А - 82,00-82,01, В - 82,01-82,02, С - 82,02-82,03, D - 82,03-82,04, Е - 82,04-82,05. Максимально допустимый износ цилиндра составляет 0,15 мм на диаметр.
В нижней части блока цилиндров имеется пять опор коренных подшипников со съемными крышками, которые крепятся к блоку специальными болтами. Крышки невзаимозаменяемы (отверстия под подшипники обрабатываются в сборе с крышками) и маркированы для отличия рисками на наружной поверхности В средней опоре имеются гнезда для упорных полуколец 12, препятствующих осевому перемещению коленчатого вала. Спереди (со стороны шкива коленчатого вала) ставится сталеалюминевое полукольцо, сзади - металлокерамическое. Кольца изготовляются с номинальной и увеличенной на 0,127 мм толщиной. При превышении осевого зазора коленчатого вала 0,35 мм меняются одно или оба полукольца (номинальный зазор - 0,06-0,26 мм).
Вкладыши коренных 13 и шатунных подшипников 11 - тонкостенные сталеалюминевые. Верхние коренные вкладыши первой, второй, четвертой и пятой опор, устанавливаемые в блоке цилиндров, снабжены канавкой на внутренней поверхности. У нижних коренных вкладышей, верхнего вкладыша третьей опоры и шатунных вкладышей канавки отсутствуют. Ремонтные вкладыши выпускаются под шейки коленчатого вала, уменьшенные на 0,25, 0,50, 0,75 и 1,00 мм.
Коленчатый вал 25 изготовлен из высокопрочного чугуна. Он имеет пять коренных и четыре шатунных шейки и снабжен восемью противовесами, отлитыми заодно с валом. Коленчатый вал двигателя 2112 отличается от коленчатого вала двигателей 2110 и 2111 формой противовесов и повышенной прочностью. Поэтому не допускается установка коленчатого вала от двигателей 2110 и 2111 в двигатель 2112. Для подачи масла от коренных шеек к шатунным в коленчатом вале просверлены каналы 14, выходные отверстия которых закрыты запрессованными заглушками 26.
На переднем конце коленчатого вала на сегментной шпонке установлен зубчатый шкив привода распределительного вала 28, к нему крепится шкив привода генератора 29, который также является демпфером крутильных колебаний коленчатого вала. На зубчатом венце шкива два зуба из 60 отсутствуют - впадины служат для работы датчика положения коленчатого вала.
К заднему концу коленчатого вала шестью самоконтрящимися болтами через общую шайбу 21 крепится маховик 24, отлитый из чугуна, с напрессованным стальным зубчатым венцом 23, служащим для пуска двигателя стартером. Конусообразная лунка около венца маховика должна находиться напротив шатунной шейки четвертого цилиндра (это необходимо для определения ВМТ после сборки двигателя).
Шатун 3 является стальным, обрабатывается вместе с крышкой 1, и поэтому они в отдельности невзаимозаменяемы. Чтобы при сборке не перепутать крышки и шатуны, на них клеймится номер цилиндра, в который они устанавливаются. При сборке цифры на шатуне и крышке должны находиться с одной стороны.
Поршень 4 отливается из высокопрочного алюминиевого сплава. Поскольку алюминий имеет высокий температурный коэффициент линейного расширения, то для исключения опасности заклинивания поршня в цилиндре в головке поршня над отверстием для поршневого пальца залита терморегулирующая стальная пластина 5.
В верхней части поршня проточены три канавки под поршневые кольца. Канавка маслосъемного кольца имеет выходящие в бобышки сверления, по которым масло, собранное кольцом со стенок цилиндра, поступает к поршневому пальцу от. Ось отверстия под поршневой палец смещена на 1,2 мм от диаметральной плоскости поршня в сторону расположения клапанов двигателя. Благодаря этому поршень всегда прижат к одной стенке цилиндра, и устраняются стуки поршня о стенки цилиндра при переходе его через ВМТ. Однако, это требует установки поршня в цилиндр в строго определенном положении. При установке поршня необходимо ориентироваться по стрелке, выбитой на днище (она должна быть направлена в сторону шкива коленчатого вала). У поршней двигателя 2112 днище плоское, с четырьмя углублениями под клапаны (у поршней двигателей 2110 и 2111 днище имеет овальную выемку).
Измерять диаметр поршня для определения его класса можно только в одном месте: в плоскости, перпендикулярной поршневому пальцу на расстоянии 51,5 мм от днища поршня. В остальных местах диаметр поршня отличается от номинального, т.к. наружная поверхность поршня имеет сложную форму. В поперечном сечении она овальная, а по высоте коническая. Такая форма позволяет компенсировать неравномерное расширение поршня из-за неравномерного распределения массы металла внутри поршня.
Поршни по наружному диаметру как и цилиндры, подразделяются на пять классов (маркировка - на днищe). Диаметр поршня (для номинального размера, мм): А - 81,965-81,975; B - 81,975-81,985; С - 81,985-81,995; D - 81,995-82,005; Е - 82,005-82,015. В продажу поступают поршни классов A, С и E (номинального и ремонтных размеров): расчетный зазор между ними - 0,025-0,045 мм, а максимально допустимый зазор при износе - 0,15 мм. Не рекомендуется устанавливать новый поршень в изношенный цилиндр без его расточки: проточка под верхнее поршневое кольцо в новом поршне может оказаться чуть выше, чем в старом, и кольцо может сломаться о "ступеньку", образующуюся в верхней части цилиндра при его износе. У поршней ремонтных размеров на днище выбивается треугольник (+ 0,4 мм) или квадрат (+ 0,8 мм).
По массе поршни сортируются на три группы: нормальную, увеличенную на 5 г и уменьшенную на 5 г. Этим группам соответствует маркировка на днище поршня: Г, + и -.
Поршни одного двигателя подбирают по массе (разброс не должен превышать 5 г) - это делается для уменьшения дисбаланса кривошипно-шатунного механизма.
Поршневой палец 10 стальной, трубчатого сечения, запрессован в верхнюю головку шатуна и свободно вращается в бобышках поршня. От выпадения он зафиксирован двумя стопорными пружинными кольцами, которые располагаются проточках бобышек поршня. По наружному диаметру пальцы сортируются на три категории через 0,004 мм соответственно категориям поршней. Торцы пальцев окрашиваются в соответствующий цвет: синий - первая категория, зеленый — вторая и красный — третья. Поршневые кольца обеспечивают необходимое уплотнение цилиндра и отводят тепло от поршня к его стенкам. Кольца прижимаются к стенкам цилиндра под действием собственной упругости и давления газов. На поршне устанавливаются три чугунных кольца — два компрессионных 7, 8 (уплотняющих) и одно (нижнее) маслосъемное 6, которое препятствует попаданию масла в камеру сгорания.
Верхнее компрессионное кольцо 8 работает в условиях высокой температуры, агрессивного воздействия продуктов сгорания и недостаточной смазки, поэтому для повышения износоустойчивости наружная поверхность хромирована и для улучшения прирабатываемости имеет бочкообразную форму образующей.
Нижнее компрессионное кольцо 7 имеет снизу проточку для собирания масла при ходе поршня вниз, выполняя при этом дополнительную функцию маслосбрасывающего кольца. Поверхность кольца для повышения износоустойчивости и уменьшения трения о стенки цилиндра фосфатируется.
Маслосъемное кольцо имеет хромированные рабочие кромки и проточку на наружной поверхности, в которую собирается масло, снимаемое со стенок цилиндра. Внутри кольца устанавливается стальная витая пружина, которая разжимает кольцо изнутри и прижимает его к стенкам цилиндра. Кольца ремонтных размеров изготавливаются (так же, как и поршни) с увеличенным на 0,4 и 0,8 мм наружным диаметром.
Смазка двигателя - комбинированная. Под давлением смазываются коренные и шатунные подшипники, пары "опора - шейка распредвала, гидротолкатели. Разбрызгиванием масло подается на стенки цилиндров (далее к поршневым кольцам и пальцам), на днище поршней, к паре "кулачок распределительного вала толкатель и стержням клапанов. Остальные узлы смазываются самотеком.
Принцип работы
Если в цилиндр ввести заряд горючей смеси, необходимый для поддержания горения, а затем его зажечь электрической искрой, выделится большое количество тепла и давление в цилиндре повысится. Давление расширяющихся газов передастся во все стороны, в том числе и на поршень, заставляя его перемещаться. Так как поршень шарнирно соединен с верхней головкой шатуна при помощи пальца, а нижняя головка шатуна подвижно закреплена на шейке коленчатого вала, то при перемещении поршня вместе с шатуном вращается коленчатый вал и закрепленный на его конце маховик. При этом прямолинейное движение поршня при помощи шатуна и коленчатого вала преобразуется во вращательное движение маховика.
Первый такт – впуск – поршень перемещается от верхней мертвой точки (в.м.т.) к нижней мертвой точки (м.н.т.), клапан впускного отверстия открыт, а выпускного – закрыт. В цилиндре создается разряжение, и горючая смесь заполняет его. Следовательно, такт впуска служит для наполнения цилиндра свежим зарядом горючей смеси.
Второй такт – сжатие – поршень перемещается от н.м.т. к в.м.т., оба отверстия закрыты клапанами. Объем рабочей смеси уменьшается в 6,5-7,0 раз, температура повышается до 300-400°C, в результате чего давление в цилиндре повышается до 10-12 кГ/см2. Такт сжатие служит для лучшего перемешивания рабочей смеси и подготовки ее к воспламенению.
Третий такт – сгорание и расширение газов. В конце такта сжатия между электродами свечи возникает электрическая искра, которая воспламеняет рабочую смесь. Выделено при сгорании рабочей смеси тепло нагревает газы до температуры 2200-2500°C; при этом газы расширяются и создают давление в 35-40 кГ/см2, под действием которого поршень перемещается вниз от в.м.т. к н.м.т. Оба отверстия закрыты клапанами. Движение поршня при этом также называют рабочим ходом. При рабочем ходе действующее на поршень давление газов через поршневой палец и шатун передается на кривошип, создавая на коленчатом валу крутящий момент. Рабочий ход поршня служит для преобразования тепловой энергии сгорания топлива в механическую работу.
Четвертый такт – выпуск – поршень перемещается вверх от н.м.т. к в.м.т. Впускное отверстие закрыто. Отработавшие газы выпускаются из цилиндра в атмосферу. Назначение такта выпуска – очистить цилиндр от отработавших газов.
При работе двигателя процессы, происходящие в цилиндре, беспрерывно повторяются в указанном порядке.
Рабочим циклом двигателя называется совокупность процессов, происходящих в цилиндре в определенной последовательности – впуск, сжатие, рабочий ход и выпуск.
Поршень, перемещаясь в цилиндре, достигает то верхнего, то нижнего крайних положений. Крайние положения, в которых поршень меняет направление движения, соответственно называются верхней и нижней мертвыми точками
Расстояние, которое приходит поршень между мертвыми точками, называется ходом поршня. За каждый ход поршня коленчатый вал повернется на Ѕ оборота, или на 180°. Процесс, происходящий внутри цилиндра за один ход поршня, называется тактом.
При перемещении поршня от верхней мертвой точки к нижней в цилиндре освобождается пространство, которое называется рабочим объемом цилиндра.
Когда поршень находится в верхней мертвой точке, над ним наименьшее пространство, называемое объемом камеры сгорания.
Рабочий объем цилиндра и объем камеры сгорания, вместе взятые, составляют полный объем цилиндра. В многоцилиндровых двигателях сумма рабочих объемов всех цилиндров выражается в литрах и называется литражом двигателя.
Одним из важных показателей двигателя является его степень сжатия, определяемая отношением полного объема цилиндра к объему камеры сгорания. С повышением степени сжатия двигателя повышается его экономичность и мощность.
2. Основные неисправности КШМ
Технически исправный двигатель должен развивать полную мощность, работать без перебоев на полных нагрузках и холостом ходу, не перегреваться, не дымить и не пропускать масло через уплотнения.
Основными признаками неисправности кривошипно-шатунного механизма являются:
1) уменьшение давления в конце такта сжатия (компрессии) в цилиндрах;
2) появление шумов и стуков при работе двигателя;
3) прорыв газов в картер, увеличение расхода масла;
4) разжижение масла в картере (из-за проникновения туда паров рабочей смеси при тактах сжатия);
5) поступление масла в камеру сгорания и попадание его на свечи зажигания, отчего на электродах образуется нагар и ухудшается искрообразование. В итоге снижается мощность двигателя, повышается расход топлива и содержание СО в выхлопных газах.
Снижение мощности двигателя
– может сопровождаться затрудненным пуском, неустойчивой работой на различных режимах, повышением расхода топлива, увеличением процента содержания СО и СН в отработанных газах.
Причины:
Снижение компрессии в цилиндрах:
Износ ЦПГ – приводит к увеличению зазора, что способствует прорыву газов из камеры сгорания, под воздействием различных факторов меняется геометрическая форма- появляется овальность, износ цилиндров на конус, так как в верхней их части самые неблагоприятные условия работы.
Износ, поломка и выпадение поршневых колец или залегание в поршневых канавках
происходит при несвоевременной замене загрязненного масла или при использовании сортов масла с большим содержанием лаков и смол, приводит к засорению канавок с последующим пригоранием колец, которые перестают пружинить и сдерживать прорывающиеся газы, а их острые кромки начинают “шабрить” зеркало цилиндров.
Ослабление крепления головки блока
приводит к прорыву как сжатой рабочей смеси, так и отработанных газов, что вызывает быстрое прогорание прокладки головки блока и может привести к короблению самой головки, особенно при перегреве двигателя.
Повышенный шум при работе
Причины:
Повышенный износ деталей
Неудовлетворительная смазка деталей
например, при пониженном уровне смазки в поддоне картера и чрезмерном разжижении её, при использовании маловязких сортов в жарких климатических условиях.
Механические повреждения и аварийные поломки
Причины:
Нарушение технологии сборки
Заводской дефект деталей или чрезмерный износ их в процессе эксплуатации
Нарушение нормальной работы двигателя – например, сильная детонация может привести к прогоранию поршней, обрыву шатунов, поломке коленчатого вала.
Проворачивание вкладышей подшипников – обычно приводит к заклиниванию двигателя.
3. Диагностирование КШМ
Стук и шумы в двигателе возникают в результате износа его основных деталей и появления между сопряженными деталями увеличенных зазоров. Стуки в двигателе прослушиваются при помощи стетоскопа, что требует определенного навыка.
Обычно при большом износе вкладышей происходит выплавление его антифрикционного слоя, что сопровождается резким падением давления масла. В этом случае двигатель должен быть немедленно остановлен, так как дальнейшая его работа может привести к поломке деталей.
Повышенный расход масла, перерасход топлива, появление дыма в отработавших газах (при нормальном уровне масла в картере) обычно появляются при залегании поршневых колец или износе колец цилиндров. Залегание кольца можно устранить без разборки двигателя, для чего в каждый цилиндр горячего двигателя следует залить на ночь через отверстие свечи зажигания по 20 г смеси равных частей денатурированного спирта и керосина. Утром двигатель следует пустить, дать поработать 10-15 мин, после чего заменить масло.
Прослушивание стетоскопом
Перед диагностированием двигатель следует прогреть до температуры охлаждающей жидкости (90+-5) С. Прослушивание проводят, прикасаясь острием наконечника звукочувствительного стержня в зоне сопряжения проверяемого механизма.
Работу поршень-цилиндр прослушивают по всей высоте цилиндра при малой частоте вращения коленчатого вала с переходом на среднюю – стуки сильного глухого тона, усиливающиеся с увеличением нагрузки, свидетельствует о возможном увеличении зазора между поршнем и цилиндром, об изгибе шатуна, поршневого пальца и т.д.
Сопряжение поршневое кольцо – канавка проверяют на уровнеНМТ хода поршня на средней частоте вращения КВ – слабый стук высокого тона свидетельствует об увеличенном зазоре между кольцами и канавками поршней, либо о чрезмерном износе или поломке колец.
Сопряжение поршневой палец – втулка верхней головки шатуна проверяют на уровне ВМТ при малой частоте вращения КВ с резким переходом на среднюю. Сильный стук высокого тона, похожий на частые удары молотком по наковальне, говорит о повышенном износе деталей сопряжения.
Работы сопряжения коленчатый вал – шатунный подшипник прослушивают на малой и средней частотах вращения КВ(ниже НМТ). Глухой звук среднего тона сопровождает износ шатунных вкладышей. Стук коренных подшипников КВ прослушивают в этих же зонах (чуть ниже) при резком изменении частоты вращения КВ : сильный глухой стук низкого тона свидетельствует об износе коренных подшипников.
Проверка компрессии
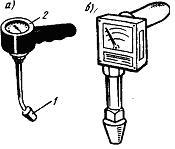
Компрессию в цилиндрах определяют компрессометром, представляющим собой корпус с вмонтированным в него манометром. Манометр соединен с одним концом трубки, на другом конце которой имеется золотник с резиновым наконечником, плотно вставляемым в отверстие для свечи зажигания. Проворачивая коленчатый вал двигателя стартером или пусковой рукояткой, измеряют максимальное давление в цилиндре и сравнивают его с нормативными.
Для бензиновых двигателей номинальные значения компрессии составляют 0,75...1,5 (7 – 15 кгс/cм2). Падение мощности двигателя возникает при износе или залегании в канавках поршневых колец, износе поршней и цилиндров, а также плохой затяжке головки цилиндров. Эти неисправности вызывают падение компрессии в цилиндре.
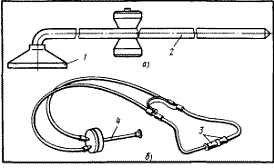
Расход сжатого воздуха, подаваемого в цилиндры
Для определения утечки сжатого воздуха из надпоршневого пространства применяют прибор К-69М. Воздух в цилиндры прогретого двигателя подают либо через редуктор 1 прибора, либо непосредственно из магистрали по шлангу 4 в цилиндр 7 через штуцер 6, ввернутый в отверстие для свечи или форсунки, к которому присоединяется шланг 3 при помощи быстросъемной муфты 5.
В первом случае проверяют утечку воздуха или падение давления из-за не плотностей в каждом цилиндре двигателя. Для этого рукояткой редуктора 1 прибор настраивают так, чтобы при полностью закрытом клапане муфты 5 стрелка манометра находилась против нулевого деления, что соответствует давлению 0,16 М Па, а при полностью открытом клапане и утечке воздуха в атмосферу - против деления 100%.
Относительную неплотность цилиндропоршневой группы проверяют при установке поршня проверяемого цилиндра в двух положениях: в начале и конце такта сжатия. Поршень от движения под давлением сжатого воздуха фиксируют, включая передачу в коробке передач автомобиля.
Такт сжатия определяется свистком-сигнализатором, вставляемым в отверстие свечи (форсунки).
Состояние поршневых колец и клапанов оценивают по показаниям манометра 2 при положении поршня в в.м.т., а состояние цилиндра (износ цилиндра по высоте) - по показаниям манометра при положении поршня в начале и конце такта сжатия и по разности этих показаний.
Полученные данные сравнивают со значениями, при которых дальнейшая эксплуатация двигателя недопустима. Предельно допустимые значения утечки воздуха для двигателей с различными диаметрами цилиндров указаны в инструкции прибора.
Чтобы определить место утечки (неисправность), воздух под давлением 0,45-06 МПа подают из магистрали по шлангу 4 в цилиндры двигателя.
Поршень при этом устанавливают в конце такта сжатия в верхней мертвой точке.
Место прорыва воздуха через неплотность определяют прослушиванием при помощи фонендоскопа.
Утечка воздуха через клапаны двигателя обнаруживается визуально по колебанию пушинок индикатора, вставляемого в отверстие свечи (форсунки) одного из соседних цилиндров, где открыты в данном положении клапаны.
Утечка воздуха через поршневые кольца определяется только прослушиванием при положении поршня в н.м.т. в зоне минимального износа цилиндров. Утечка через прокладку головки цилиндров обнаруживается по пузырькам в горловине радиатора или в плоскости разъема.
Суммарный зазор в верхней головке шатуна и шатунном подшипнике
Измерение суммарных зазоров в верхней головке шатуна и шатунном подшипнике является еще одним результативным методом проверки состояния кривошипно-шатунного механизма. Проверку осуществляют при неработающем двигателе при помощи устройства КИ-11140.
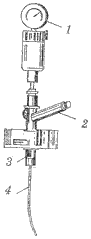
Наконечник 3 с трубкой устройства устанавливают на место снятой свечи зажигания или форсунки проверяемого цилиндра. К основанию 2 через штуцер присоединяют компрессорно-вакуумную установку. Поршень устанавливают за 0,5 - 1,0 мм от в.м.т. на такте сжатия, стопорят коленчатый вал от проворачивания и с помощью компрессорно-вакуумной установки попеременно создают в цилиндре давление 200 кПа и разряжение 60 кПа. При этом поршень, поднимаясь и опускаясь, выбирает зазоры, сумма которых фиксируется индикатором 1.
Номинальный расчетный зазор составляет 0,02–0,07 мм для шатунных .
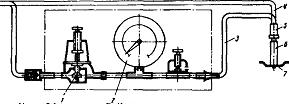
Количество газов, прорывающихся в картер
Состояние сопряжения поршень—поршневые кольца— цилиндр можно оценить по количеству газов, прорывающихся в картер. Этот диагностический параметр измеряют расходомером КИ-4887-1
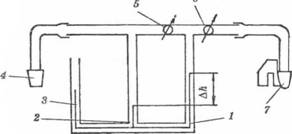
1—3 - манометры, 4 входной патрубок, 5, 6 - краны, 7 эжектор
Предварительно прогреть двигатель до нормального режима. Прибор имеет трубу с входным 5 и выходным 6 дроссельными кранами. Входной патрубок 4 присоединяют к маслозаливной горловине двигателя, эжектор 7 для отсоса газов устанавливают внутри выхлопной трубы или присоединяют к вакуумной установке. В результате разрежения в эжекторе картерные газы поступают в расходомер. Устанавливая при помощи кранов 5 и б жидкость в столбиках манометров 2 и 3 на одном уровне, добиваются, чтобы давление в полости картера было равно атмосферному. Перепад давления АА устанавливают по манометру / одинаковым для всех замеров при помощи крана 5. По шкале прибора определяют количество газов, прорывающихся в картер, и сравнивают его с номинальным.
4. Техническое обслуживание
При ЕО двигатель очищают от грязи, проверяют его состояние визуально и прослушивают работу в разных режимах.
При Т0-1 проверяют крепление опор двигателя. Проверить герметичность соединения головки цилиндров, поддона картера, сальника коленчатого вала. При не плотном соединении головки с блоком, будут видны подтеки масла на стенках блока цилиндров. При неплотном соединении поддона картера и сальника КВ судят по подтекам масла.
При ТО-2 необходимо подтянуть гайки крепления головки цилиндров. Подтяжку головки из алюминиевого сплава производят на холодном двигателе динамометрическим ключом либо обычным без применения насадок. Усилие должно быть в пределах 7,5 – 7,8 кгс*м. Подтяжка должна производиться от центра, постепенно перемещаясь к краям и при этом должна идти крест на крест, без рывков (равномерно). Подтянуть крепление поддона картера.
СО 2 раза в годпроверитьсостояние ЦПГ.
5. Разборка, ремонт, сборка, диагностика
Разборка
Для выполнения работы потребуются: набор ключей, динамометрический ключ, смотровая яма или эстакада, регулируемый по высоте упор (например, винтовой домкрат), подъемное устройство (таль, тельфер или лебедка грузоподъемностью не менее 100 кг) или второй регулируемый упор. Работу лучше выполнять с помощником.
1. Ослабив затяжку хомута, снимаем шланг вентиляции картера с патрубка блока цилиндров.
2. Ключом на 10 мм отворачиваем два болта крепления подводящей трубы к блоку цилиндров и отсоединяем ее от блока.
Замечание.
Соединение уплотнено прокладкой
3. Снимаем датчик детонации
4. Снимаем датчик положения коленчатого вала
5. Снимаем насос охлаждающей жидкости
6. Снимаем стартер
7. Снимаем генератор
Снимаем зубчатый шкив привода распределительного вала
Замечание
На 16-клапанных двигателях отсоединяем нижнюю штангу крепления двигателя от поперечины передней подвески, торцовым ключом на 17 мм отворачиваем три болта крепления нижнего кронштейна генератора и снимаем кронштейн в сборе со штангой
8. Устанавливаем регулируемый упор под коробку передач и подвешиваем блок цилиндров к подъемному устройству или устанавливаем регулируемый упор под блок цилиндров. Слегка приподнимаем блок цилиндров, разгружая опоры силового агрегата.
9. Снимаем нижнюю крышку картера сцепления и отворачиваем болты крепления коробки передач к блоку цилиндров.
10. Отворачиваем верхнюю гайку болта подушки правой опоры .
11. Торцовым ключом на 13 мм отворачиваем три болта крепления кронштейна правой опоры двигателя к блоку цилиндров.
15. Снимаем кронштейн опоры двигателя в сборе с верхним кронштейном крепления генератора.
16. Торцовым ключом на 15 мм под правым передним крылом автомобиля отворачиваем три болта крепления кронштейна опоры к правому лонжерону.
17. Снимаем кронштейн вместе с правой опорой силового агрегата.
18. Слегка покачивая блок цилиндров, отсоединяем его от коробки передач и вынимаем из моторного отсека.
19. Снимаем маховик
20. Торцовым ключом на 10 мм отворачиваем шесть болтов крепления держателя заднего сальника коленчатого вала и снимаем его.
Замечание
Под держателем установлена прокладка, которую при сборке необходимо заменить.
21. Снимаем масляный насос
22. Торцовым ключом на 17 мм отворачиваем по два болта крепления пяти крышек коренных подшипников.
23. Снимаем крышки коренных подшипников.
24. Вынимаем из крышек нижние вкладыши коренных подшипников.
25. Вынимаем коленчатый вал из блока цилиндров.
26. Из проточек третьей опоры вынимаем два упорных полукольца.
27. Из опор блока цилиндров вынимаем верхние вкладыши коренных подшипников.
28. Отмываем блок цилиндров от грязи и отложений специальным моющим средством, дизельным топливом или керосином, продуваем масляные каналы.
29. Тонкой медной проволокой прочищаем выходные отверстия масляных форсунок на двигателях ваз 2112, 21124 и 21114.
30. Вытираем блок насухо и осматриваем его. Трещины и выкрашивание металла – недопустимы.
31. Микрометром измеряем коренные шейки коленчатого вала, а также шатунные шейки.
Ремонт
Трещины в любом месте коленчатого вала не допускаются
Процесс восстановления шатунных шеек
Таблица ремонтных размеров вкладышей и шеек КВ
| Размеры | Коренные шейки | Шатунные шейки |
| Номинальный размер | 50,799-50,819 | 47,83-47,85 |
| 1-ый ремонтный (- 0,25) | 50,549-50,569 | 47,58-47,60 |
| 2-ой ремонтный(- 0,50) | 50,299-50,319 | 47,33-47,35 |
| 3-ий ремонтный(- 0,75) | 50,049-50,069 | 47,08-47,10 |
| 4-ый ремонтный(- 1,00) | 49,799-49,819 | 46,83-46,85 |
Ремонт произвожу наплавкой в углеродной среде.
Диагностика
После ремонта вал должен проходить по следующим параметрам
1)Допустимые биения основных поверхностей коленчатого вала
Установите коленчатый вал крайними коренными шейками на две призмы и проверьте индикатором биение:
– коренных шеек и посадочной поверхности под ведущую шестерню масляного насоса (не более 0,03 мм);
– посадочной поверхности под маховик (не более 0,04 мм);
– посадочной поверхности под шкивы и поверхностей, сопрягающихся с сальниками (не более 0,05 мм).
– смещение осей шатунных шеек от плоскости, проходящей через оси шатунных и коренных шеек, после шлифования должно быть в пределах ±0,35 мм. Для проверки установите вал крайними коренными шейками на призмы и выставьте вал так, чтобы ось шатунной шейки первого цилиндра находилась в горизонтальной плоскости, проходящей через оси коренных шеек. Затем индикатором проверьте смещение в вертикальном направлении шатунных шеек 2, 3 и 4 цилиндров относительно шатунной шейки 1-го цилиндра.

Полукольца заменяются также, если осевой зазор коленчатого вала превышает максимально допустимый – 0,35 мм. Новые полукольца подбирайте номинальной толщины или увеличенной на 0,127 мм, чтобы получить осевой зазор в пределах 0,06–0,26 мм.
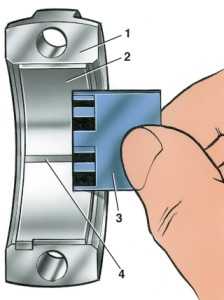
Измерение зазора в шатунном подшипнике: 1 – сплющенная калиброванная пластмассовая проволока; 2 – вкладыш; 3 – крышка шатуна; 4 – шкала для измерения зазора
– снимите крышку и по шкале, нанесенной на упаковке, по сплющиванию проволоки определите величину зазора.
Номинальный расчетный зазор составляет 0,02–0,07 мм для шатунных и 0,026–0,073 мм для коренных шеек. Если зазор меньше предельного (0,1 мм для шатунных и 0,15 мм для коренных шеек), то можно снова использовать эти вкладыши.
Сборка
Обработать гнезда фрезой А.94016/10.
Промыть КВ от остатков абразива и продуть сжатым воздухом.
Обезжирить посадочные места под заглушки (уайт-спирит ГОСТ 3134-78, ветошь ТУ 68-178-77-82).
Установить новые заглушки масляных каналов на герметик и зачеканить в 3 точках (оправка А.86010, зубило ГОСТ 7211-72, молоток ГОСТ 2310-77, герметизатор резьбовых соединений ТУ 6-10-1048-78).
32. Подбираем соответствующие кольца, вкладыши подшипников коленчатого вала
33. Обезжириваем гнезда вкладышей в опорах и крышках коренных подшипников.
34. Укладываем в гнезда опор вкладыши коренных шеек с канавками.
35. В крышки подшипников укладываем вкладыши без канавок.
36. В проточки третьей коренной опоры устанавливаем упорные полукольца. С передней стороны сталеалюминиевое (с внутренней стороны белое, а с наружной желтое), с задней – металлокерамическое (желтое с обеих сторон).
Замечание
Полукольца изготавливаются номинальной и увеличенной на 0,127 мм толщины. Осевое перемещение коленчатого вала должно быть в пределах 0,06–0,26 мм
37. Полукольца устанавливаем канавками наружу (к щекам коленчатого вала)
38. Смазываем шейки коленчатого вала и вкладыши чистым моторным маслом.
39. Укладываем вал в опоры блока цилиндров и устанавливаем крышки коренных подшипников.
На крышках рисками обозначены номера подшипников (с 1-го по 5-й). Крышка пятого коренного подшипника обозначена двумя рисками, разнесенными к краям крышки.
При установке в блок крышки должны быть рисками обращены к той стороне блока, на которой устанавливается направляющая указателя уровня масла.
40. Затягиваем болты крепления крышек динамометрическим ключом моментом 68,31–84,38 Н·м (6,97–8,61 кгс·м). Гайки шатунных болтов затягиваем моментом 51 Н·м (5,2 кгс·м)
41. Дальнейшую сборку выполняем в обратном порядке.
6. Способы восстановления КВВосстановление деталей имеет большое народнохозяйственное значение. Стоимость восстановления деталей в 2 - 3 раза ниже стоимости их изготовления. Это объясняется тем, что при восстановлении деталей значительно сокращаются расходы материалов, электроэнергии и трудовых ресурсов.
Эффективность и качество восстановления деталей зависят от принятого способа.
Наиболее широкое применение получили следующие восстановления деталей: механическая обработка; сварка и наплавка; напыление; гальваническая и химическая обработка; обработка давлением; применение синтетических материалов.
Механическую обработку применяют в качестве подготовительной или завершающей операции при нанесении покрытий на изношенные поверхности, а также при восстановлении деталей обработкой под ремонтный размер или постановкой дополнительных ремонтных деталей. Обработкой деталей под ремонтный размер восстанавливают геометрическую форму их рабочих поверхностей, а установкой дополнительной ремонтной детали обеспечивают соответствие размеров детали размерам новой детали.
Сварка и наплавка - самые распространенные способы восстановления деталей. Сварку применяют при устранении механических повреждений деталей (трещин, пробоин и т. п.), а наплавку - для нанесения покрытий с целью компенсации износа рабочих поверхностей. На ремонтных предприятиях применяют как ручные, так и механизированные способы сварки и наплавки. Среди механизированных способов наплавки наибольшее применение нашли автоматическая дуговая наплавка под флюсом и в среде защитных газов и вибродуговая наплавка. В настоящее время при восстановлении деталей применяют такие перспективные способы сварки, как лазерная и плазменная.
Напыление как способ восстановления деталей основан на нанесении распыленного металла на изношенные поверхности деталей. В зависимости от способа расплавления металла различают следующие виды напыления: дуговое, газопламенное, высокочастотное, детонационное и плазменное.
Гальваническая и химическая обработка основаны на осаждении металла на поверхности деталей из растворов солей гальваническим или химическим методом. Для компенсации износа деталей наиболее часто применяют хромирование, железнение и химическое никелирование. Нанесение на поверхности деталей защитных покрытий осуществляют с помощью гальванических процессов (хромирование, никелирование, цинкование, меднение), а также химических (оксидирование и фосфатирование).
Обработкой давлением восстанавл