Основы планирования производства
Федеральное агентство по образованию и науке РФ
Уфимский государственный авиационный технический университет
Кафедра УС и ЭС
СРС по организации и планированию производства
Выполнил ст. гр. ПЭ-424
Калимуллин И. А.
Проверил Сандомирский Е.М.
Уфа 2007
1 Организация контроля качества продукции. 5
1.1 Понятие качества изделия, основные показатели качества. 5
1.2 Организация контроля качества продукции. 6
1.3 Система качества в соответствии с нормами международных стандартов ИСО 9000 12
1.4 Управление качеством. 14
1.5 Статистические методы управления качеством. 18
1.6 Качество и его показатели. 21
2 Научно-техническая подготовка производства. 30
2.1 Структура цикла создания и освоения новых товаров. Жизненный цикл товара (изделия) и место в нем научно-технической подготовки производства. 30
2.2 Научно-исследовательские работы (НИР) 34
2.3 Опытно-конструкторские работы (ОКР) 36
2.4 Оценка эффективности НИР и ОКР. 38
2.5 Конструкторская подготовка серийного производства. 51
2.6 Организационная подготовка производства (ОПП) 53
3 Система планирования на предприятии. 56
3.1. Сущность и принципы планирования. 56
3.2 Методология стратегического планирования. 66
3.2.1 Сущность и структура стратегического планирования. 66
3.2.2 Особенности стратегического планирования. 71
3.2.3 Типы и элементы стратегии. 72
3.2.4 Технология планирования стратегии. 75
3.3 Методология тактического планирования. 77
3.3.1 Содержание и функции тактического планирования. 77
3.3.2 Содержание и структура тактического плана. 89
3.3.3 Порядок разработки тактического плана. 106
3.4 Оперативно-календарное планирование. 109
3.4.1 Цели, задачи и содержание оперативно-календарного планирования 109
3.4.2 Оперативно-календарное планирование в массовом производстве. 113
3.4.3 Оперативно-календарное планирование в серийном производстве. 120
3.4.4 Оперативно-календарное планирование в единичном производстве. 127
3.5 Бизнес-план в системе планирования предприятия. 132
3.5.1 Планирование как функция управления. 132
3.5.2 Назначение бизнес-плана. 136
3.5.3 Состав бизнес-плана. 140
4 Организация вспомогательных цехов и обслуживающих хозяйств на предприятии 149
4.1 Организация инструментального хозяйства предприятия. 149
4.1.1 Значение, задачи и структура инструментального хозяйства. 149
4.1.2 Классификация и индексация оснащения. 152
4.1.3 Организация работы центрального инструментального склада и инструментально-раздаточных кладовых. 157
4.2 Организация ремонтной службы предприятия. 163
4.2.1 Значение, задачи и структура ремонтной службы.. 163
4.2.2 Сущность и содержание системы планово-предупредительных ремонтов 166
4.2.3 Ремонтные нормативы.. 169
4.2.4 Организация выполнения ремонтных работ. 174
4.3 Организация транспортного хозяйства предприятия. 175
4.3.1 Значение, задачи и структура транспортного хозяйства. 175
4.3.2 Определение грузооборота предприятия, маршрутов и потребного количества транспортных средств. 179
4.3.3 Организация, планирование и диспетчеризация работы транспортного хозяйства 185
4.4 Организация складского хозяйства предприятия. 188
4.4.1 Задачи и структура складского хозяйства. 188
4.4.2 Организация складских операций. 191
4.4.3 Расчет потребности предприятия в площадях под складские помещения 194
Список использованных источников.......................................................... 198
1 Организация контроля качества продукции
1.1 Понятие качества изделия, основные показатели качества
В соответствии с международным стандартом ИСО 8402 "качество — это совокупность свойств и характеристик продукции, которые придают ей способность удовлетворять обусловленные или предполагаемые потребности".
Свойством называется объективная способность продукции, которая может проявляться при ее создании, эксплуатации и потреблении. Количественная характеристика свойств продукции выражается с помощью показателей качества.
Показатели качества делятся:
- на функциональные;
- ресурсосберегающие;
- природоохранные.
К функциональным показателям качества относятся те, которые выражают потребительские свойства изделия:
- технический эффект (производительность, мощность, скорость, быстродействие и т.д.);
- надежность (долговечность);
-эргономичность (выполнение гигиенических, антропологических, физиологических, психологических требований);
- эстетичность.
К ресурсосберегающим показателям относятся:
- технологические (ресурсоемкость при производстве изделия: материалоемкость, энергоемкость, трудоемкость);
- ресурсоемкость рабочего процесса (потребление ресурсов в процессе эксплуатации).
Природоохранные — включают показатели экологичности и безопасности.
Под уровнем качества изделия понимается относительная характеристика качества, основанная на сравнении совокупности показателей качества рассматриваемого изделия с совокупностью базовых показателей (аналогов, перспективных образцов, стандартов, опережающих стандартов и т.п.).
К показателям качества продукции относятся следующие группы показателей:
назначения;
надежности (безотказности, долговечности, ремонтопригодности, сохраняемости);
экологичности;
эргономичности;
технологичности;
эстетичности;
стандартизации и унификации;
патентно-правовые;
безопасности применения;
сертификационные.
Эти показатели формируются в нормативах на стадии стратегического маркетинга, уточняйся в технической документации на стадии НИОКР, материализуются на стадии производства, используются (реализуются) на стадии эксплуатации (применения). Из этой цепочки формирования показателей качества продукции наиболее ответственным этапом является стратегический маркетинг. (5)
1.2 Организация контроля качества продукции
Система контроля качества продукции — это совокупность методов и средств контроля и регулирования компонентов внешней среды, определяющих уровень качества продукции на стадиях стратегического маркетинга, НИОКР и производства, а также технического контроля на всех стадиях производственного процесса. Компонентами внешней среды системы контроля качества продукции для уровня предприятия являются результаты маркетинговых исследований, НИОКР, сырье, материалы, комплектующие изделия, параметры организационно-технического уровня производства и системы менеджмента предприятия.
Одним из условий повышения эффективности контроля является ведение регулярного функционирования системы менеджмента. Учет должен быть организован по выполнению всех планов, программ, заданий по таким параметрам, как количество, качество, затраты, исполнители и сроки. Учет расхода ресурсов желательно организовать по всем видам ресурсов, выпускаемым товарам, стадиям их жизненного цикла и подразделениям фирмы. По сложной технике еще необходимо организовать автоматизированный учет отказов, затрат на эксплуатацию, техническое обслуживание и ремонт. Требования к учету:
1) обеспечение полноты, т. е. ведение учета по всем подсистемам системы менеджмента, показателям качества, количества и ресурсоемкости товаров, подразделениям фирмы, товарным рынкам и т. д.;
2) обеспечение динамичности, т. е. учет показателей в динамике и использование результатов учета для анализа;
3) обеспечение системности, т. е. учет показателей системы менеджмента и ее внешней среды (макросреда, инфраструктура региона, микросреда фирмы);
4) автоматизация учета на основе компьютерной техники;
5) обеспечение преемственности, применяемости и перспективности учета;
6) использование результатов учета в стимулировании качественного труда.
Если в основном ведется учет количественных показателей и его результаты где-нибудь фиксируются, то контрольная функция менеджмента несколько расширяется. Контроль, во-первых, может охватывать количественные показатели и качественные требования, документы и другие предметы труда, во-вторых, он может осуществляться в различные периоды.
Контроль можно классифицировать по следующим признакам:
стадия жизненного цикла объекта — контроль на стадии стратегического маркетинга, НИОКР, ОТПП, производства, подготовки объекта к функционированию, эксплуатации, технического обслуживания и ремонта;
объект контроля — предмет труда, средства производства, технология, организация процессов, условия труда, труд, окружающая среда, параметры инфраструктуры региона, документы, информация;
стадия производственного процесса — входной, операционный контроль, контроль готовой продукции, транспортировки и хранения;
исполнитель — самоконтроль, контроль со стороны менеджера, контрольного мастера, отдела технического контроля, инспекционный контроль, государственный и международный контроль;
возможность дальнейшего использования объекта контроля — разрушающий и неразрушающий контроль;
принимаемое решение — активный (предупреждающий) и пассивный (по отклонениям) контроль;
степень охвата контролем — сплошной и выборочный контроль;
режим контроля — усиленный (ускоренный) и нормальный контроль;
степень механизации — ручной, механизированный, автоматизированный и автоматический контроль;
время контроля — предварительный, текущий и заключительный контроль;
способ получения и обработки информации — расчетно-аналитический, статистический и регистрационный контроль;
периодичность выполнения контрольных операций — непрерывный и периодический контроль.
Нарушение требований, предъявляемых к качеству изготовляемой продукции, приводит к увеличению издержек производства и потребления. Поэтому своевременное предупреждение возможного нарушения требований к качеству является обязательной предпосылкой обеспечения заданного уровня качества продукции при минимальных затратах на ее производство. Эта задача решается на предприятиях с помощью технического контроля.
Техническим контролем называется проверка соблюдения технических требований, предъявляемых к качеству продукции на всех стадиях ее изготовления, а также производственных условий и факторов, обеспечивающих требуемое качество. Объектами технического контроля являются материалы и полуфабрикаты, поступающие на предприятие со стороны, продукция предприятия как в готовом виде, так и на всех стадиях ее производства, технологические процессы, орудия труда, технологическая дисциплина и общая культура производства. Технический контроль призван обеспечивать выпуск продукции, соответствующей требованиям конструкторско-технологической документации, способствовать изготовлению продукции с наименьшими затратами времени и средств, предоставлять исходные данные и материалы, которые могут быть использованы в целях разработки мероприятий по повышению качества продукции и сокращению издержек.
Технический контроль представляет собой комплекс взаимосвязанных и проводимых в соответствии с установленным порядком контрольных операций. Подавляющее большинство контрольных операций является неотъемлемой и обязательной частью производственного процесса и поэтому возлагается на рабочих, выполняющих соответствующую производственную операцию. Вместе с тем в целях обеспечения выпуска продукции надлежащего качества и предупреждения потерь в производстве ряд контрольных операций выполняется бригадирами, мастерами и специальным персоналом — работниками заводского отдела технического контроля ОТК (рис. 1.1).
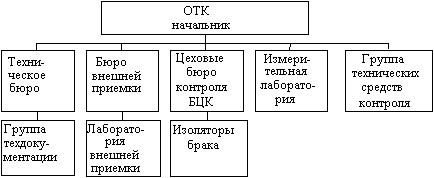
Рисунок 1.1 – Структура отдела технического контроля предприятия
Общие принципы рациональной организации технического контроля сводятся к следующим:
технический контроль должен охватывать все элементы и стадии производственного процесса;
техника, методы и организационные формы контроля должны полностью соответствовать особенностям техники, технологии и организации производства;
эффективность рациональной организации технического контроля в целом и отдельных ее элементов должна быть обоснована надлежащими экономическими расчетами;
система контроля должна обеспечивать четкое и обоснованное распределение обязанностей и ответственности между отдельными исполнителями и различными подразделениями предприятия;
система контроля должна использовать эффективные методы статистического контроля мотивации.
В зависимости от конкретных задач, стоящих перед техническим контролем, различают следующие основные его виды: профилактический, приемочный, комплексный и специальный. Профилактический контроль имеет целью предупреждение появления брака в процессе производства продукции. Приемочный контроль осуществляется с целью выявления и изоляции брака. Комплексный контроль решает обе задачи: и профилактики и приемки. Специальный контроль решает специфические задачи, например, инспекционный контроль, контроль эксплуатации продукции и т. п.
Методы контроля качества: контроль наладки; летучий контроль; статистические методы контроля; выборочный или сплошной контроль; статистический анализ технологического процесса, оборудования, качества продукции.
Наряду с изложенной выше классификацией видов и методов контроля, используется и классификация контрольных операций по следующим признакам. В зависимости от особенностей контролируемых параметров различают:
контроль геометрических форм и размеров;
контроль внешнего вида продукции и документации;
контроль физико-механических, химических и других свойств материалов и полуфабрикатов;
контроль внутреннего брака продукции (раковины, трещины и т. п.);
контроль технологических свойств материалов;
контрольно-сдаточные испытания;
контроль соблюдения технологической дисциплины;
В зависимости от стадии производства выделяют:
предварительный (входной) контроль;
промежуточный контроль;
окончательный контроль;
В зависимости от степени охвата контролем производственных операций различают:
пооперационный контроль;
групповой контроль, выполняемый после нескольких производственных операций;
По месту выполнения контрольные операции подразделяются:
на стационарные;
скользящие контрольные операции, выполняемые непосредственно на рабочих местах;
В зависимости от объекта контроля выделяют операции по проверке:
исходных материалов;
покупных полуфабрикатов и комплектующих изделий;
продукции на разных стадиях производства;
средств производства;
технологических процессов;
документации, методов, систем обеспечения (управления) качества продукции.
Для проверки фактического соответствия качества поставляемой продукции используются различные организационно-технические процедуры, формы и методы, в том числе контроль, диагностирование, испытание, анализ причин брака, отказов, рекламаций и др. Все эти процедуры выполняются, как правило, изготовителем или по его заказу — сторонней организацией. Поэтому у потребителя может возникнуть сомнение в объективности представленных ему результатов. Другим видом контрольных процедур, обеспечивающих получение информации о качестве, является государственный надзор, осуществляемый Госстандартом России, Госсанэпидемнадзором России и др. (5)
1.3 Система качества в соответствии с нормамимеждународных стандартов ИСО 9000
В 1987 г. Международной организацией по стандартизации (ИСО, The International Organization for Standardization, ISO) изданы стандарты ИСО 9000 по управлению качеством и обеспечению качества.
Международные стандарты ИСО серии 9000 – это система, включающая следующие стандарты:
– ИСО 9000 «Общее руководство качеством и стандарты по обеспечению качества. Руководящие указания по выбору и применению»;
– ИСО 9001 «Система качества. Модель для обеспечения качества при проектировании и/или разработке, производстве, монтаже и обслуживании»;
– ИСО 9002 «Система качества. Модель для обеспечения качества при производстве и монтаже»;
– ИСО 9003 «Система качества. Модель для обеспечения качества при окончательном контроле и испытаниях»;
– ИСО 9004 «Общее руководство качеством и элементы системы качества. Руководящие указания».
Во многих промышленно развитых странах эти стандарты приняты как национальные.
Учитывая прогрессивный характер международных стандартов ИСО серии 9000, стандарты ИСО 9001, ИСО 9002 и ИСО 9003 приняты Госстандартом России для прямого использования в виде: ГОСТ 40.9001-88, ГОСТ 40.9002-88, ГОСТ 40.9003-88.
Международные стандарты применяются в следующих ситуациях:
когда контрактом особо оговаривается, что требования к проектным работам и продукции сформированы в виде эксплуатационных характеристик или указана необходимость их определения;
когда потребитель уверен в том, что поставляемая продукция соответствует установленным требованиям. Поставщик должен представить доказательства своих возможностей в области проектирования, разработки, производства, монтажа и обслуживания.
Поставщик товара должен разработать и поддерживать в рабочем состоянии документально оформленную систему качества как средства, обеспечивающего соответствие продукции установленным требованиям. Это включает:
– подготовку документально оформленных процедур и инструкций, относящихся к системе качества в соответствии с требованиями стандарта;
– эффективное применение документированных процедур и инструкций системы качества.
Стандарты ИСО 9000 могут быть применены на любой фирме, функционирующей в любой отрасли и в любой стране мира. Различным будет лишь наполнение элементов системы качества. (5)
Рациональное управление качеством продукции основано на применении системы стандартов. Объектами государственной стандартизации являются конкретная продукция, нормы, правила, требования, методы, термины и т. п., предназначенные для применения в различных сферах. Государственные стандарты устанавливают показатели, соответствующие передовому уровню науки, техники и производства.
Стандартизация – это деятельность по разработке и установлению требований, норм, правил, характеристик, как обязательных, так и рекомендуемых для выполнения.
Правовую основу стандартизации в России образует закон РФ «О стандартизации» (1993). Целями стандартизации продукции являются:
– безопасность продукции (работ, услуг) для жизни, здоровья, имущества и окружающей среды;
– техническая и информационная совместимость и взаимозаменяемость изделий;
– качество в соответствии с уровнем развития науки, техники и технологии;
– единство измерений;
– экономия ресурсов;
– безопасность хозяйственных объектов с учетом риска возникновения природных и технологических катастроф и других чрезвычайных ситуаций;
– обороноспособность и мобилизационная готовность страны.
Объектами стандартизации являются следующие объекты:
Продукция (сырье, материалы, полуфабрикаты, готовые изделия). В данном случае стандартизации могут быть подвергнуты: конкретный вид или группа однородной продукции; технические условия, методы контроля, параметры упаковки, параметры маркировки, правила приемки, правила хранения, правила транспортировки, правила эксплуатации, правила ремонта, правила утилизации.
Работы (процессы). Стандартизация может касаться следующих элементов: конкретные виды работ на отдельных стадиях жизненного цикла – разработки, производства, эксплуатации и т.д.; экологические требования; методы контроля.
Услуги (материальные и нематериальные). В этом случае стандартизации подлежат: конкретный вид или группа однородных услуг; технические условия, методы контроля, требования к персоналу.
Стандарт – это нормативный документ, разработанный на основе консенсуса, утвержденный признанным органом, направленный на достижение оптимальной степени упорядочения в определенной области.
В России нормативные акты по стандартизации подразделяются на следующие категории в зависимости от объекта стандартизации и принимающего органа:
– государственные стандарты РФ (ГОСТ, ГОСТ Р);
– международные стандарты;
– стандарты предприятий (СТП);
– технические условия (ТУ);
– стандарты общественных объединений (СТО);
– правила по стандартизации (ПР);
– рекомендации по сертификации (Р).
Состав нормативных документов по стандартизации, действующих на территории РФ, определяется в законе РФ «О стандартизации».
Опережающая стандартизация учитывает изменение во времени показателей качества объектов стандартизации. В опережающих стандартах устанавливаются перспективные показатели качества продукции и ступенчатые сроки освоения их промышленным производством.
Стандарты предприятия являются документами, регулирующими деятельность каждого предприятия. В них отражаются как требования государственных стандартов, так и особенности выпускаемой продукции и организационно-технический уровень предприятий. Объектами стандартов предприятия являются детали, сборочные единицы, нормы, требования и методы в области разработки и организации производства изделий, технологические процессы, нормы и требования к ним; ограничения по применяемой номенклатуре материалов, деталей; формы и методы управления и т. д. По своему содержанию стандарты предприятия подразделяются:
— на стандарты ТУ;
— параметров;
— типов;
— марок;
— сортаментов;
— конструкций и размеров;
— технических требований;
— правил приемки;
— методов испытаний;
— правил маркировки, упаковки и транспортировки;
— правил эксплуатации и ремонта и т. д.
В соответствии с требованиями стандартов продукция (почти все виды) подвергаются сертификации независимыми сертификационными центрами. Сертификации продукция подвергается периодически (например, раз в год или каждое 1000-е изделие), после чего продукция может быть продана на рынке.
Сертификация особенно важна при международной торговле. В этих случаях сертификацию проводят международные центры сертификации или отечественные, соответствующим образом аттестованные и имеющие лицензию на проведение международной сертификации.
Управление любыми процессами является круговым процессом: планирование (Р) – осуществление (Д) – контроль (С) – управляющее воздействие (А).
Процесс управления качеством также можно представить как последовательность прохождения этих этапов. Цикл РДСА обеспечивает постоянное отслеживание и повышение уровня качества производства. Управление следует организовывать на основе семи комплексов мероприятий:
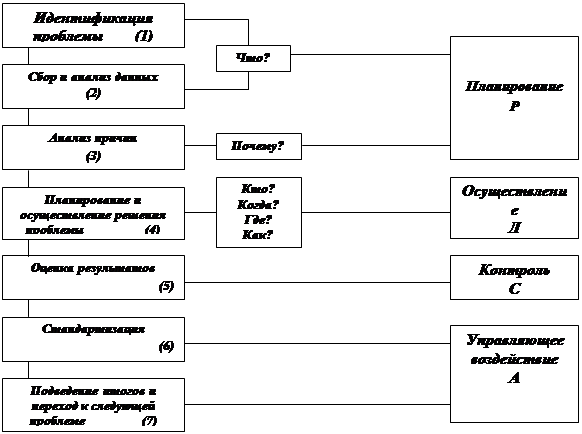 Рисунок 1.2 – Цикл управления качеством продукции
Рисунок 1.2 – Цикл управления качеством продукции
Повышение требований рынка к потребляемой продукции, а также усложнение процессов, происходящие на производстве, вынудили предприятия изменить подход к проблеме качества. Необходимым условием выживания в конкурентной борьбе стало создание системы качества, охватывающей все стадии производства, которые оказывают влияние на качество готового изделия: от заключения контракта с поставщиками материалов до сбыта готовой продукции.
Система качества – совокупность организационной структуры, методик, процессов и ресурсов, необходимых для общего управления качеством продукции. Действие системы качества распространяется на все этапы жизненного цикла продукции, образуя так называемую «петлю качества». «Петля качества» – модель взаимозависимых видов деятельности, влияющих на качество на различных стадиях – от определения потребностей до оценки их удовлетворения. Система качества разрабатывается с учетом конкретной деятельности предприятия, но в любом случае она должна охватывать все стадии «петли качества»:
– маркетинг, поиск и изучение рынка;
– проектирование и/или разработка технических требований к продукции;
– материально-техническое снабжение;
– подготовка и разработка производственных процессов;
– производство;
– контроль и испытания;
– упаковка и хранение;
– реализация и распределение продукции;
– монтаж и эксплуатация;
– техническая помощь в обслуживании. (5)
1.5 Статистические методы управления качеством
Статистические методы управления качеством продукции предполагают применение статистического регулирования технологическими процессами и статистического контроля.
Статистическое регулирование технологического процесса представляет собой корректировку параметров процесса по результатам выборочного контроля параметров продукции, осуществляемого для технологического обеспечения заданного уровня качества.
Статистический приемочный контроль (а также входной контроль) — это выборочный контроль качества изделий, основанный на применении методов математической статистики для проверки соответствия качества продукции установленным требованиям. При этом выборочным называется такой вид контроля, когда решение о качестве продукции принимается по результатам проверки одной или нескольких выборок или проб из партии.
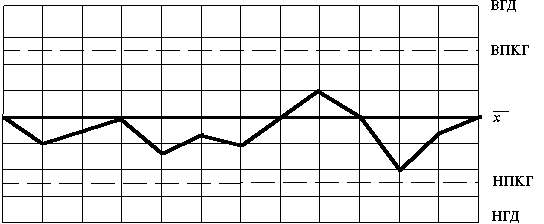
Рисунок 1.3 - Карта статистического контроля качества
Статистический контроль технологических процессов является активной формой контроля, так как его цель — предупреждение и устранение брака.
Условиями применения статистических методов контроля качества являются:
— массовость, непрерывность процесса производства данной продукции;
— стабильность технологических процессов;
— оснащенность высокопроизводительными контрольно-измерительными приборами;
— строгая технологическая дисциплина;
— достаточная изученность технологического процесса и установление признаков, по которым принимаются решения о необходимости его корректировки.
Теория вероятностей устанавливает закономерности, согласно которым по свойствам, обнаруженным в пробах малого количества изделий, можно судить о свойствах всей партии изделий. Поэтому основными составляющими статистического контроля являются выборка, фиксация результатов проверки выборки в рабочей карте статистического контроля и обработка результатов полученных данных. Чем разнородней качество изделий и выборка, тем больше разброс точек, отражающих размеры проб, будет на контрольном графике. Размеры выборки обычно принимаются в пределах 5–25 изделий: для стабильных контролируемых параметров — 5 или 10, для нестабильных — 10 или 20 шт.
Периодичность взятия проб (выборок) зависит от устойчивости технологического процесса: чем он устойчивей, тем реже берутся пробы (выборки).
При применении статистических методов контроля важно установить, какой закономерности подчиняется распределение контролируемых параметров изделий (кривой нормального распределения Гаусса, распределению, характерному кривой распределения Максвелла и т. д.). Изменение величины конкретного контролируемого параметра изделия или технологического режима проявляется в изменении функции распределения. Сравнение фактической функции распределения с нормальной позволяет контролировать технологический процесс или качество изделия.
Общая схема статистического контроля качества состоит из следующих этапов:
1) отбираются небольшие выборки изделий периодически или по специальному алгоритму;
2) изделия выборки проверяются, чтобы для каждого изделия определить значение конкретного признака X;
3) выбранные значения X (X1, X2, ..., Xn) заносятся в контрольную карту, в которой указываются допустимые конкретные границы изменения признака X;
4) по распределению точек X на контрольной карте относительно нейтральных границ принимается решение о годности изделий или браке при приемочном статистическом контроле или о необходимости вмешательства в технологический процесс при статистическом контроле технологического процесса.
Карта статистического контроля качества приведена на рисунке 1.3.
На горизонтальной оси указываются номера выборок (за смену, сутки, неделю, месяц); на вертикальной оси откладываются размер выбранной характеристики X, контролируемого параметра, нижняя и верхняя границы допуска (НГД, ВГД); нижняя и верхняя предупредительные границы (НПКГ, ВПКГ).
Данные карты используются для регулирования режимов работы оборудования, его подналадки и т. д. (3)
1.6 Качество и его показатели
Методы оценки качества систем
Для оценки качества систем наиболее распространены следующие методы: экспериментальный, расчётный, органолептический, социологический и экспертный.
Экспериментальный метод определения значений показателей качества осуществляют или техническими измерительными средствами, или непосредственным подсчётом количества событий, выражаемых целым числом.
При расчётном методе вычисления обобщённых показателей качества изделий используют установленные теоретические и экспериментальные зависимости от единичных показателей. К расчётным методам относят – дифференциальный, комплексный и смешанный методы.
Дифференциальный метод оперирует отношением сравниваемых показателей.
![]() (1.1)
(1.1)
где Кi – значение i-го показателя качества изделия;
Рiф – фактический единичный показатель качества изделия;
Рiб – базовое значение i-го единичного показателя. Его устанавливают на основании обработки статистических данных по совокупности значений фактического показателя Рiф за определённый период времени (месяц, год).
Качество изделия комплексным методом оценивают обобщённым показателем. Обобщённый показатель выражают разными способами:
одним числом;
баллами;
категорией качества;
функциональной зависимостью обобщённого показателя от исходных относительных:
K=F(Ki,Ci) , ![]() , (1.2)
, (1.2)
где Ki – i-й относительный показатель качества;
Ci – его весовой коэффициент.
средневзвешенным показателем
а) арифметическим
![]() ; (1.3)
; (1.3)