Совершенствование технологии получения технического ПАН жгутика
Полиакрилонитрильные волокна и нити в настоящее время представляют наиболее распространенный вид промышленно освоенных карбоцепных синтетических волокон. Это связано со специфически ценными свойствами ПАН волокна: низким коэффициентом теплопроводности, пушистостью, объемностью, которые делают ПАН волокна практически равноценными заменителями шерсти. Кроме того, этот полимер при определенных условиях обладает способностью к циклизации, что определяет такой ассортимент производства ПАНВиН как технический жгутик, используемый в качестве сырья для углеродных волокон.
В последние годы значительно повысился интерес и потребность в технических полиакрилонитрильных нитях – основном сырье для углеродных волокон (1).
В настоящее время ПАН жгутик выпускается в Великобритании, Испании, Турции, США, Германии, Японии, Италии, России(2,3), в том числе и на ОАО «Саратоворгсинтез производят ПАН волокно и ПАН жгутик.
По сравнению с волокном ПАН-жгутик характеризуется большей линейной плотностью жгутика (425 – 1700 текс) и элементарного волокна – 0,17 текс, и повышенной прочностью до 380 – 400 мН/текс.
Одной из основных стадий получения ПАН жгутика является формование. Основной задачей процесса формования является придание полимеру такой физической структуры, чтобы она обеспечивала требуемые физико-механические свойства волокна. Поэтому все операции, связанные с изменением структуры полимера при изготовлении волокна, входят в общий комплекс процесса формования. Структура полимера начинает создаваться еще в прядильном растворе. При протекании раствора через отверстия фильеры структура полимера претерпевает значительные изменения, которые частично остаются зафиксированными в волокне.
Одним из основных моментов формования волокна является высаживание полимера из раствора. При этом протекают различные взаимосвязанные процессы. Свежевысаженное из раствора волокно (нить) подвергают ориентационному вытягиванию, отмывке от растворителя, сушке, термообработке и отделке различными препаратами, после чего волокну придается необходимый товарный вид. Во всех этих операциях происходит изменение структуры полимера, и поэтому все они в той или иной степени влияют на свойства готового волокна.
1. Литературный обзор
1.1. Теоретические основы формования ПАН-жгутика
Технологический процесс получения такой ПАН жгутика включает следующие стадии (4,5):
- формование нити;
- 2 стадийное пластификационное вытягивание в жидкости;
- промывка нити от роданистого натрия;
- обработка нити разбавленным раствором серной кислоты;
- промывка нити от серной кислоты;
- дополнительное вытягивание в среде пара;
- предварительная сушка нити;
- нанесение отделочной препарации;
- сушка нити и релаксация;
- приемка нити на цилиндрические патроны;
- сортировка, маркировка, упаковка.
Получение ПАН-жгутика осуществляется из того же прядильного раствора, что и при получении волокна, на поточной линии ЛП-24-ПАН, которая по сравнению с технологической схемой получения волокна имеет ряд особенностей (5).
ПАН волокна могут быть получены как формованием из термопластичного состояния полимера, так и из прядильных растворов.
При формовании ПАН волокон из растворов могут быть использованы сухой, сухо-мокрый и мокрый способы получения волокон (6).
В настоящее время наиболее распространен в промышленности мокрый способ формования ПАН волокон. В этом случае возможно применения фильер с большим числом отверстий (более 100 000), что компенсирует низкую скорость формования, и этот способ вполне экономически равноценен высокоскоростному сухому способу формования.
Во время протекания прядильного раствора по капиллярам фильеры происходит значительное изменение структуры растворенного полимера, что отражается в первую очередь на реологических свойствах раствора. Кроме свойств ПАН и растворителя решающую роль в изменении структуры полимера в капилляре играют условия протекания раствора: размеры капилляра, скорость продавливания раствора, продолжительность нахождения раствора в капилляре и, конечно, температурные условия. Кроме того, значительное влияние оказывают также условия на входе и выходе раствора из капилляра. Выявить степень влияния каждого из параметров процесса течения раствора через капилляр не всегда удается, поэтому некоторые из них рассматриваются в совокупности с другими.
Прядильный раствор около отверстия капилляра фильеры имеет изотропную структуру. Попадая в капилляр, раствор испытывает мгновенное воздействие касательных напряжений. Под действием этих напряжений начинает формироваться профиль скоростей потока и одновременно создается поле градиентов скоростей, сначала очень значительное около стенок капилляра, которое постепенно частично выравнивается, приобретая параболический профиль. В результате воздействия градиентного поля элементы структуры раствора подвергаются послойной продольной ориентации в наибольшей степени около стенок и в меньшей степени - вдоль оси капилляра. Этот процесс сопровождается, в свою очередь, изменением касательных напряжений, развивающихся в растворе.
Если проследить за изменением напряжения по длине капилляра во время протекания раствора, то оказывается, что сначала оно быстро растет, а затем постепенно падает до определенной, постоянной при данных условиях величины. В момент увеличения напряжения раствор ведет себя как эластичное тело, так как скорость приложения к нему нагрузки на входе в капилляр очень высока. По мере дальнейшего продвижения раствора по капилляру, когда дополнительного нагружения нет, часть напряжений в растворе имеет возможность релаксировать благодаря его пластичности. Релаксация протекает не до конца, а до уровня напряжения, соответствующего вязкостному сопротивлению раствора при установившемся течении.
В момент выхода прядильного раствора из канала капилляра на стенке струйки перестают действовать напряжения. Это состояние передается к центру струйки, и одновременно ориентированная структура раствора стремится вернуться в первоначальное изотропное состояние, т.е. отрелаксировать. Процесс релаксации деформации элементов структуры сопровождается как бы усадкой струйки раствора и соответственно ее расширением.
Так как на степень ориентации элементов структуры оказывают влияние время пребывания раствора в капилляре, значение градиента скоростей течения и свойства растворенного полимера, такое же влияние эти параметры оказывают и на степень максимального расширения струйки раствора на выходе из фильеры. С увеличением времени пребывания раствора в капилляре, выраженного в пропорциональных ему величинах l : d, степень максимального расширения струйки сначала увеличивается, а затем уменьшается до некоторого предела.
Из фильеры струйка прядильного раствора попадает в среду, осаждающую полимер из раствора, поэтому одновременно с релаксационным процессом на поверхности волокна начинается процесс высаживания полимера и тем самым закрепления ориентированного состояния элементов структуры. Кроме того, на раствор, вытекающий из фильеры, начинает действовать растягивающая сила, которая также способствует протеканию ориентационных процессов. Оба фактора могут в значительной степени снижать эффект расширения струйки.
Осадителями при мокром формовании ПАН волокна могут быть самые разнообразные жидкости, которые можно подразделить по степени их осаждающей способности. Наиболее сильным осадителем является вода.
Если в качестве осадителя используется вода, то ее осаждающее действие на полимер уменьшается при увеличении содержания в нем третьего сомономера, содержащего гидрофильные группы. Увеличение осаждающей способности воды наблюдается, когда рН осадительной ванны становится меньше 3.
Струйка прядильного раствора при вытекании из отверстия фильеры в осадительную ванну значительно расширяется. Одновременно с расширением на поверхности жидкой струйки начинается высаживание полимера. Таким образом, зависимости от скоростей осаждения полимера и расширения струйки раствора задается первоначальный объем струйки прядильного раствора. Чем жестче условия осаждения полимера, тем меньше расширение струйки прядильного раствора и соответственно меньше первоначальный объем волокна. Однако образующееся в таких условиях студнеобразное волокно трудно деформируется, и поэтому при прохождении через осадительную ванну практически не изменяет своего объема. По мере увеличения концентрации растворителя в осадительной ванне первоначальный объем волокна возрастает вследствие расширения струйки, причем образующийся студень содержит больше растворителя и поэтому обладает большей способностью деформироваться под нагрузкой. При достижении такого момента, когда студень может легко деформироваться под действием усилий, прилагаемых при отводе нити из осадительной ванны, объем нити будет непрерывно уменьшаться на участке от максимального расширения струйки после выхода из фильеры до выхода из ванны. Такой момент наступает при формовании волокна из диметилформамидных и диметилсульфоксидных растворов ПАН при содержании в ванне 80% растворителя, а при формовании из водно-роданидных растворов - 17% роданида.
Скорость мокрого формования ПАН волокон зависит в первую очередь от двух факторов: величины расширения струйки прядильного раствора при выходе ее из отверстия фильеры и способности свежесформвванного студнеобразного волокна к растяжению. Остальные многочисленные параметры формования в той или иной степени определяют указанные два фактора. Их влияние можно регулировать или совсем исключить изменением конструкции прядильной машины и ее деталей.
Для оценки влияния расширения струйки рассматриваютяс два принципиально различных способа мокрого формования ПАН волокон: с вытягиванием студнеобразного волокна в осадительной ванне и без вытягивания.
При формовании по первой схеме студнеобразное волокно трудно поддается вытягиванию, поэтому скорость движения струйки, которую она приобретает после расширения, сохраняется до выхода из ванны. Это наиболее часто встречающийся в производственной практике случай. В данных условиях скорость формования целиком зависит от величины расширения струйки и определяющих ее факторов. Формование по второй схеме происходит в условиях полной реализации эффекта расширения струйки. Скорость формования в этом случае определяется только способностью свежесформованного волокна к растяжению. По такому механизму происходит формование волокон сухим методом, а также в отдельных специальных случаях (например, при формовании в воронках или через воздушную прослойку).
Одновременные измерения диаметров струек у фильеры и максимальной скорости приема нити при формовании ее из растворов полимера в разных растворителях показали четкую корреляцию между этими двумя величинами. Увеличение концентрации растворителя в осадительной ванне снижает скорость осаждения полимера из прядильного раствора и тем самым способствует развитию релаксационных процессов в вытекающей струйке, т.е. ее расширению, что, в свою очередь, приводит к снижению скорости формования. Однако это возможно лишь до определенной предельной концентрации полимера в растворе, выше которой изменяется механизм формования, т.е. волокно начинает формоваться по второй схеме вместо первой (рис.1). При уменьшении осаждающей способности осадителя точка изменения механизма формования смещается в сторону меньшего содержания растворителя в осадительной ванне.
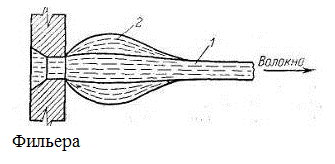
Рис.1. Схема двух механизмов формования:
1 - без растяжения волокна; 2 - с растяжением волокна.
Увеличение молекулярного веса растворенного полимера в относительно небольших пределах - от 60 000 до 120 000, приводит к снижению скорости формования в 2,5 раза благодаря увеличению расширения струйки.
Увеличение температуры прядильного раствора уменьшает расширение струйки и соответственно позволяет увеличить скорость формования. Такое же влияние оказывают на скорость формования все параметры прядильного раствора, приводящие к снижению расширения струи (6).
1.2. Технология получения ПАН-жгутика
Мокрое формование ПАН волокон осуществляется в различных осадительных ваннах, которые по виду осадителя можно подразделить на водные и неводные, а по конструкции узла формования - на горизонтальные и вертикальные (рис.2) (6).
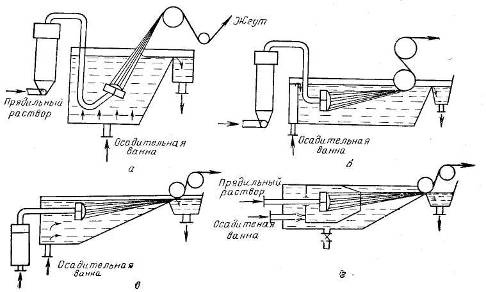
Рис.2. Различные схемы мокрого формования полиакрилонитрильного штапельного волокна: а - вертикальное; б - горизонтальное; в- горизонтальное с гидравлическим вытягиванием; г - формование с гидравлической насадкой.
Наиболее распространенной производственной схемой формования волокна является осаждение ПАН из растворов в водных осадительных ваннах. Применение этих ванн позволяет упростить систему регенерации растворителя и осуществить полный противоток в прядильно-отделочном агрегате, начиная с промывки и кончая осадительной ванной. Формование в водных осадительных ваннах производится, как правило, при комнатной или несколько пониженной температуре (8-15°С). В этих условиях не требуется подогревать прядильные насосики и гарнитуру.
Подача прядильного раствора в фильеру производится дозирующими шестеренчатыми насосиками. Производительность насосика может быть различной в зависимости от производимого волокна, схемы, конструкции фильерного комплекта и фильеры. В настоящее время имеется ряд шестеренчатых насосов, обеспечивающих производительность от 0,3 см3 до 300 см3 за 1 оборот. В соответствии с производительностью и размерами насосики устанавливаются на прядильной машине или отдельно в непосредственной близи от машины.
Перед поступлением в фильеру прядильный раствор проходит обычно через дополнительный фильтр свечевого типа с относительно небольшой площадью фильтрации (примерно 0,006-0,01 м2/л протекающего раствора в 1 мин).
Формование ПАН-жгутика проводят в осадительную ванну, содержащую 10±1%, 11±1% роданистого натрия с температурой 6±1°С или 9±1°С, причем направления движения прядильной струи и потока осадительной ванны совпадают. Объемный расход осадительной ванны составляет 700±100 л/ч на фильеру.
Переход прядильной струи в гелеобразное состояние осуществляется в соответствии с законом фазового равновесия. Под действием воды как осадителя прядильная струйка как система переходит в неравновесное состояние и распадается на две фазы: первая фаза с высокой концентрацией полимера представляет собой плотный каркас, обусловливающий механические свойства гель-нити; вторая (жидкая) фаза распределяется в виде микроучастков внутри каркаса геля. Образовавшаяся гель-нить легко поддается ориентационному вытягиванию.
Приемные пятивальцы, вращающиеся со скоростью 1,55-1,7 м/мин ± 1 м/мин, передают свежесформованный гель-жгутик в пластификационную ванну I ступени вытягивания. Состав ванны – 4-6% масс. роданистого натрия, температура 50±4°С, объемный расход ванны – 500 ± 100 л/ч на фильеру, кратность вытяжки 1,7±0,1.
Первые тянущие пятивальцы направляют жгутик во II пластификационную ванну, в качестве которой используют промывную воду с концентрацией роданистого натрия 0,5-2% масс. Температура ванны 93-99°С, объемный расход 500±100 л/ч на фильеру, кратность вытяжки 4,8±0,2. В пластификационных ваннах жгутик и ванна движутся по принципу противотока для более эффективного завершения коагуляции прядильной струйки.
Выходящий из пластификационной ванны жгутик подвергается двухстадийной промывке от растворителя обессоленной водой с температурой 50±4°С; обработке 3 процентным водным раствором серной кислоты (температура 18-22°С) с целью удаления химически связанного в полимере иона натрия и вторичной двухстадийной промывке обессоленной водой от следов серной кислоты и поступает на установку паровой вытяжки.
Установка паровой вытяжки включает паровую камеру, приемные и тянущие семивальцы, систему подачи теплоносителя и отвода конденсата. Давление пара в рабочей зоне ~ 100 кПа, температура 105 - 115°С, кратность вытяжки 2,5±0,23.
В результате суммарная кратность вытяжки ПАН жгутика достигает 20,5±0,5.
Влажный ориентированный жгутик проходит предварительную сушку на консольных барабанах до 20-30% остаточной влаги, обрабатывается авиважной препарацией, сушится в барабанных сушилках с усадкой 20-25% и поступает на одностороннюю приемно-намоточную машину, которая состоит из 10 секций по 3 автономных рабочих места в каждой секции, в том числе 6 мест резервных.
Готовые бобины устанавливаются на колки транспортера для подачи их на сортировку, маркировку и упаковку.
1.3. Свойства ПАН-жгутика
Линейная плотность жгутового волокна ~ 13000 текс (элементарного волокна ~0,333 текс).
Относительная разрывная нагрузка технологического ПАН жгутика достигает 50-60 сН/текс, а для жгутового волокна – 22-25 сН/текс. При этом относительное разрывное удлинение находится в пределах 22-35%.
По термостойкости ПАН волокна и нити превосходят большинство карбоцепных волокон (кроме фторсодержащих) и не уступают полиэфирным. ПАН-волокна и нити могут в течение нескольких недель эксплуатироваться при t=120-1300С без изменения свойств, выдерживают кратковременный прогрев до 180-2000С. Следует отметить, что при температурах ~1500С в результате деструктивных процессов волокно желтеет и в этом случае целесообразно введение ингибиторов.
Теплостойкость ПАН-волокон и нитей сравнительно низкая, так как при температурах 1000С и 1500С они теряют 20-23% и 50% исходной прочности соответственно. Однако, для ПАН нитей характерна способность к полимераналогичным превращениям при длительном выдерживании их при температурах более 200оС в присутствии кислорода. В результате окислительных процессов происходит циклизация ПАН (рис.3, а,б), волокно чернеет и становится нерастворимым, снижается прочность, но повышается устойчивость к действию температур. Дальнейший прогрев окисленного ПАН-волокна до 10000С (карбонизация) и 20000С (графитация) приводит к образованию углеродного волокна (рис.3, в), которое способно эксплуатироваться при температурах 2000-30000С, обладая достаточной прочностью и модулем упругости (5).
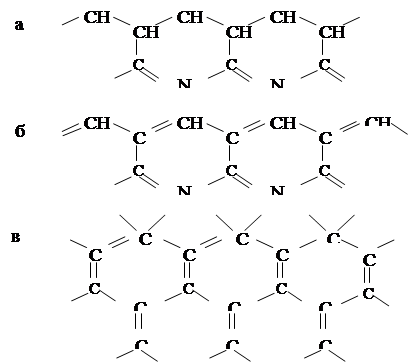
Рис.3. Процессы циклизации ПАН при термообработках:
а,б – образование гетероциклов; в – состав углеродного волокна
1.4. Технологические особенности получения ПАН волокон по диметилформамидному способу
Получаемый по водно-роданистому методу ПАН жгут содержит значительное количество примесей натрия в химически связанном состоянии, который снижает термостойкость получаемого их ПАН углеродного волокна (7). Поэтому предлагается использовать в качестве растворителя полиакрилонитрила диметилформамид.
На степень ориентации элементов структуры ПАН жгутика оказывают влияние время пребывания раствора в капилляре, значение градиента скоростей течения и свойства растворенного полимера. Эти параметры влияют и на степень максимального расширения струйки раствора на выходе из фильеры.
При повышении градиента скорости у растворов полиакрилонитрильных полимеров появляется эффект неустойчивого течения. В результате вытекающий раствор сначала получает колебательное движение, а затем начинает извиваться (6). Форма струйки прядильного раствора полиакрилонитрила в диметилформамиде, вытекающего из капилляра при разных условиях течения приведена на рис.4.
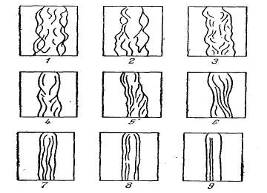
Рис.4. Форма струйки прядильного раствора полиакрилонитрила в диметилформамиде, вытекающего из капилляра при разных условиях течения: 1-9 – соответствуют точкам на верхнем участке кривой течения, показанной на рис.5
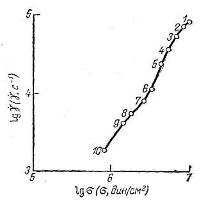
Рис.5. Верхний участок кривой течения 18% раствора полиакрилонитрила (соотношение l/R капилляра = 3,9)
Неустойчивое течение наступает в том случае, когда время нахождения раствора в капилляре фильеры соответствует продолжительности развития в нем максимума напряжения. При уменьшении времени пребывания раствора в капилляре фильеры нестабильность струйки уменьшается.
Таким образом, при формовании ПАН волокон существуют области течения растворов, ухудшающие их формование, и именно в указанных пределах протекают процессы формования в производственных условиях. Смещение этой зоны в сторону более длительного пребывания прядильного раствора в капилляре фильеры при прочих равных условиях можно осуществлять увеличением относительной длины канала фильеры (до 20-50 l / d).
Одним из основных моментов формования волокна является высаживание полимера из раствора. Состав осадительной ванны подбирается таким образом, чтобы создать наиболее мягкие условия коагуляции прядильной струи. Установлено (9), что в водно-диметилформамидной ванне, содержащей 50–70% растворителя, вся имеющаяся вода связывается диметилформамидом в сольваты (ассоциаты). В результате формование осуществляется практически в органическую ванну, что обеспечивает получение волокна с плотной однородной структурой и требуемым комплексом свойств. Поэтому при диметилформамидном способе осадительная ванна представляет собой водно-диметилформа-мидный раствор с 60%-ным содержанием растворителя.
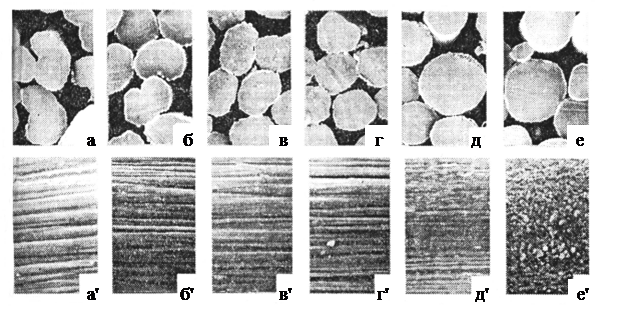 При поступлении прядильной струйки в осадительную ванну происходит ее коагуляция (затвердевание), заключающаяся в резком увеличении эффективной вязкости раствора в результате диффузии растворителя в осадительную ванну и, наоборот, при этом прядильная масса делится на 2 фазы: гель-волокно – набухший сополимер с небольшим количеством растворителя и смесь растворителя с осадителем практически без сополимера. Чем мягче условия осаждения сополимера и меньше скорость удаления растворителя, тем стабильнее процесс формования, тем пластичнее волокно или нить, тем меньше дефектов в его струйке. Срез свежесформованного в таких условиях волокна практически круглый, имеет плотную однородную структуру (рис.6) (8).
При поступлении прядильной струйки в осадительную ванну происходит ее коагуляция (затвердевание), заключающаяся в резком увеличении эффективной вязкости раствора в результате диффузии растворителя в осадительную ванну и, наоборот, при этом прядильная масса делится на 2 фазы: гель-волокно – набухший сополимер с небольшим количеством растворителя и смесь растворителя с осадителем практически без сополимера. Чем мягче условия осаждения сополимера и меньше скорость удаления растворителя, тем стабильнее процесс формования, тем пластичнее волокно или нить, тем меньше дефектов в его струйке. Срез свежесформованного в таких условиях волокна практически круглый, имеет плотную однородную структуру (рис.6) (8).
Рис.6. Электронно-микроскопические снимки формы поперечного сечения (а–е) при увеличении в 2500 раз и морфологии поверхности (а’–е’) при увеличении в 10000 ПАН волокон, сформованных в осадительную ванну с различным содержанием ДМФА (в %: а, а’ – 45; б, б’ – 63; в, в’ – 70; г, г’ – 75; д, д’ – 82; е, е’ – 85)
Чем скорее растворитель смешивается с осадительной ванной, тем жестче условия формования волокна. Макромолекулы сополимера или их ассоциаты, находящиеся в прядильном растворе в лабильном равновесии с растворителем, при его удалении теряют подвижность и образуют тем более жесткую и малоподвижную структурную сетку, чем больше скорость удаления растворителя. В результате меняется форма прядильной струйки фильеры и, как следствие, нарушается стабильность формования волокна (5).
Проблема потери устойчивости процесса формования, известная в литературе под названием резонанса вытягивания, тесно связана с проблемами нестабильности диаметра получаемых волокон и формуемостью растворов и расплавов полимеров. Имеется достаточно большое число работ советских и зарубежных авторов (в основном теоретического характера), посвященных устойчивости формования расплавов полимеров. Применительно к растворам полимеров этой проблеме уделялось существенно меньше внимания (9,10).
При визуальном наблюдении процесса формования струи раствора ПАН в ДМФА установлено, что существует три области (рис.7), соответствующие различным условиям формования. Область I соответствует устойчивому формованию, область II - резонансу вытягивания, область III - неформуемости струи. Кривая I является границей устойчивости, в областях II и III развивается резонанс, который по мере увеличения амплитуды колебаний диаметра струи наряду с другими причинами приводит к обрыву струи (кривая 2на рис.7 есть граница обрыва струи, но не граница исчезновения резонанса).
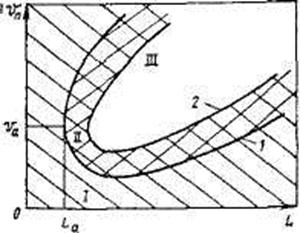
Рис.7. Области устойчивого и неустойчивого формования растворов ПАН в ДМФА: I - область устойчивости; II - область наблюдаемого резонанса; III - область неформуемости: 1 - граница устойчивости: 2 - граница формуемости
Анализ экспериментальных данных позволяет отметить следующие особенности резонанса вытягивания струи при формовании растворов ПАН в ДМФА:
- критическая кратность растяжения струи (кратность, при которой наблюдается возникновение колебаний) возрастает с увеличением длины струи и уменьшением вязкости раствора;
- амплитуда колебаний диаметра струи уменьшается с увеличением длины струи и уменьшением вязкости раствора;
- частота колебаний диаметра струи уменьшается с увеличением длины струи и вязкости раствора.
Следует отметить, что выделенные закономерности совпадают в качественном отношении с экспериментальными данными, полученными для расплавов полимеров, формуемых в условиях, близких к изотермическим.
Во время осаждения полимера из прядильного раствора изменяется объем системы. Образующийся студень занимает меньший объем, чем исходный раствор. Уменьшение объема, вызываемое десольватацией полимера, сопровождается появлением высоких внутренних напряжений, которые могут привести к образованию внутренних разрывов. В результате студнеобразное волокно представляет собой пористую структуру, с довольно большим объемом пор. Однако после высаживания полимера поры заполнены жидкостью, а растворитель, кроме того, может быть частично связан с полимером. Изменение плотности волокна можно характеризовать изменением объемной концентрации полимера при высаживании его из раствора. Эта величина, названная степенью уплотнения волокна, зависит от целого ряда факторов: вида полимера и растворителя, молекулярного веса полимера, а также от состава и температуры осадительной ванны (6).
Зависимость степени уплотнения волокна при формовании от типа растворителя и температуры осадительной ванны приведена в табл.1.
Таблица 1
Зависимость степени уплотнения волокна при формовании от типа растворителя и температуры осадительной ванны
| Температура, °С | Растворители | |||
| диметилформамид | диметилсульфоксид | 51%-ный раствор NaCNS | этилкарбонат | |
| 10 | 1,63 | 1,60 | 2,08 | - |
| 20 | - | 1,86 | 1,87 | 3,80 |
| 35 | 1,58 | 1,90 | 1,89 | - |
| 40 | - | - | - | 4,10 |
| 60 | - | - | - | 3,70 |
| 80 | - | - | - | 4,30 |
Подобные работы: