Гальваническое покрытие хромом
1. Литературный обзор
1.1 ОБЩИЕ СВЕДЕНИЯ
Хром — элемент 6-й группы периодической системы элементов Д И- Менделеева. Его атомный номер 24, атомная масса 51,99. До хрома ни один элемент периодической системы не выделяется электролизом из водных растворов.
Физические свойства хрома следующие: температура плавления 1890—1900 °С; температура кипения 2500 °С; плотность (при 20 °С) 6,9— 7,2 г/см3; температурный коэффициент линейного _ расширения (при 20 °С) 6,6* 10"6 К 1; удельная теплоемкость 0,46-103 Дж/(кг-К).
Соединения шестивалентного хрома являются сильными окислителями. Хромовый ангидрид при растворении в воде образует смесь полихромовых кислот. В разбавленном растворе образуется Н2(Сг04), при средней концентрации — Н2 (СгО3(СгО4) ). При дальнейшем увеличении концентрации образуются Н2 (СгО3(СгО4))2 и Н2(Сг03(Сг04)3). Все хромовые кислоты относятся к сильным, по мере усложнения их состава степень их диссоциации в разбавленных растворах возрастает. При 25 °С константы диссоциации хромовой кислоты но первой и второй ступеням составляют соответственно 1,8-10-1 и 3,20- 10-7. Оксид Сг2О3 обладает амфотерными свойствами. Соединения Сг2+, обладающие основными свойствами, неустойчивы.
1.2 СТРУКТУРА И СВОЙСТВА ЭЛЕКТРООСАЖДЕННОГО ХРОМА
Структура. Электролитический хром отличается мелкокристаллической структурой. Наименьшими размерами обладают кристаллы блестящего хрома 0,001—0,01 мкм. Кристаллы матового и молочного хрома имеют размеры кристаллов 0,1—10 мкм. Осадки хрома характеризуются слоистостью и образованием на поверхности характерных наростов — микросфероидов (рис. 10), которые наблюдаются при осаждении достаточно толстых покрытий (более 30—50 мкм).
Известны две основные структурные модификации электроосажденного хрома:
а-хром — объемно-центрированный куб с параметром элементарной ячейки а = 2,878 А (0,2878 нм) и плотностью 7,1 г/см3;
β-хром — гексагональная решетка с параметрами а = 2,717 А (0,2717 нм) и с= 4,419 А (0,4419 нм), плотностью 6,08 г/см5*. Помимо этих двух модификаций обнаружена также модификация γ-Сr с элементарной ячейкой типа а-Мп, содержащей 58 атомов в элементарной ячейке (а = 8,717 (0,8717 нм), а также хром, имеющий кубическую гранецентрированную решетку.
Структура а-Сr является стабильной, характерной для осадков блестящего типа, т. е. осадков, полученных при высокой температуре.
Структура Р~Сr является метастабильной, характерной для осадков, полученных при низкой температуре, т. е. для матовых осадков. Гексагональный хром представляет собой фазу внедрения водорода в хром или гидрид хрома состава от СrН до СrН2. Гексагональный хром самопроизвольно переходит в стабильную кубическую структуру (а-Сr), что вызывает сокращение объема осадка примерно на 15—16%, возникновение внутренних напряжений растяжения и растрескивание осадка.
Содержание газов. Электролитически осажденный хром содержит (масс, доля, %) в среднем 0,04—0,05 Н2 и до 0,2—0,5 О2, а также незначительное количество N2. Примерное содержание Н2 (масс, доля, %) в осадках, полученных при различных температурах: 32-0,07; 52 - 0,06, 65 -0,03. Водород может быть в различной форме: в составе гидрида, в адсорбированном состоянии, в растворенном состоянии. Кислород попадает в осадок при захвате частиц катодной пленки, содержащих Сr2О3 или дру-гие кислородсодержащие соединения, осака. Полагается, что при включение в осадок N2 является основной причиной хруппкости хромовых покрытий.
Включение газов в осадок в значительной мере зависит от температуры электролиза. При повышении температуры в интервале 40—70 °С содержание газов снижается примерно в 2 раза. Увеличение плотности тока приводит к некоторому увеличению содержания газов в хроме.
Термическая обработка после хромирования приводит к удалению водорода из хромового покрытия, причем основная масса водорода выделяется при температуре, близкой к 200 °С.
Внутренние напряжения. В процессе электроосаждения в хромовых покрытиях возникают σвн растяжения. Причина возникновения этих напряжений — структурные превращения, вызывающие сокращение объема осадка при самопроизвольном переходе нестабильной гексагональной структуры в объемно-центрированную кубическую.
В наибольшей степени на величину σвя оказывает влияние температура электролиза: в интервале получения блестящих и молочных осадков внутренние напряжения σвн снижаются. При каждой температуре электролиза минимум 0ВН в осадках обеспечивается при определенной плотности тока, А/дм2: при 50 °С — 30, при 55 °С — 40. Внутренние напряжения незначительно снижаются при увеличении концентрации СО3.
При Т, близкой к 90 °С, возможно получение хромовых покрытий, не имеющих сЕН.
Микротвердость. Твердость покрытий определяется режимом электролиза. При увеличении температуры электролиза твердость снижается, при увеличении плотности тока максимум микротвердости наблюдается при плотности, близкой к 60 А/дм2. При Т= 35-:-45 °С твердость покрытий, осажденных из разбавленного (150 г/л) и из стандартного электролитов (250 г/л), практически не отличается. При температуре 65—75 СС твердость осадков из разбавленного электролита выше на 10—20%. Термическая обработка после хромирования приводит к снижению твердости и к увеличению размера зерен покрытия.
Износостойкость. Наиболее износостойкие покрытия, как правило, наносят при режимах электролиза, обеспечивающих получение покрытий на границе областей осаждения блестящих и молочных покрытий. Однако во многих случаях установлено, что с увеличением твердости износостойкость осадков растет. Термическая обработка, осуществляемая после хромирования, влияет на износостойкость покрытий. Наиболее высокой износостойкостью обладают покрытия, термообработанные в интервале 150-200 °С. Термическая обработка при более высокой вызывает существенное снижение износостойкости. Осадки полученные при Т = 70 С более, практически не изменяют износостойкость, в результате термической обработки.
Пористость. Для хромовых покрытий характерна пористость, возникающая в результате растрескивания покрытий под действием ат. Появление пористости в виде сетки трещин начинается по достижении определенной толщины покрытия.
Пористая структура осадков хрома, полученных при различной температуре хромирования, определяет скорость его разрушения СР в 1 н. НС1 при Т=40°С:
На пористость хрома основное влияние оказывают температура электролиза и соотношение между СгО3 и Н25О4. В качестве количественного критерия пористости выбрано число площадок, образующихся в результате появления на покрытии сетки трещин, приходящееся на мм2 поверхности.
1.3 ТЕХНОЛОГИЧЕСКИЕ ОСОБЕННОСТИ ПРОЦЕССА
Размерное хромирование. При нанесении толстых износостойких покрытий как на новые детали, так и на ранее эксплуатировавшиеся (восстановление) требуется применять специальные подвесные приспособления и аноды. Это необходимо для равномерного осаждения покрытия, ибо электролиты для хромирования обладают низкой РС. Процесс получения равномерных по толщине хромовых покрытий, частично или полностью исключающий оконча тельную механическую обработку де талей, получил название размерного хромирования.
Во многих случаях, например, при хромировании штампов, для размерного хромирования применяют профилированные аноды, воспроизводящие рельеф покрываемой поверхности. При завеске детален в ванну следует учитывать, что при электролизе выделяется обильное количество газов, которые не должны скапливаться внутри детали или внутри подвески.
При хромировании внешней поверхности цилиндрических деталей в случаях, когда не применяются специальные подвесные приспособления с кольцевыми индивидуальными анодами, рекомендуется использовать круглые аноды диаметром 40—80 мм. Аноды располагают таким образом, . чтобы вокруг каждой детали было не менее четырех анодов. Оптимальным межэлектродным расстоянием считается 100-150 мм. При сокращении этого расстояния до 50 мм. Наблюдается при увеличении межэлектродного расстояния свыше 200—250 мм.
При вертикальном завешивании деталей в ванну нижние края деталей должны отстоять от дна более чем на 200 мм. Расстояние от поверхности электролита 100—150 мм.
С целью улучшения равномерности осаждения хрома возможно вести хромирование деталей в горизонтальном положении. При этом необязательно непрерывное вращение деталей. Периодическое вращение осуществляют с помощью специального приспособления (рис. 1).
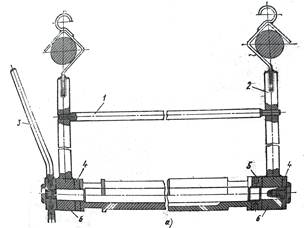
Рис 1. Подвески для хромирования деталей в горизонтальном положении: а - завешиваемая на две штанги ванны: 1 - траверса; 2 — штанга подвески; 3 — спица ворота для периодического поворота детали; 4 - уплотнительные диски; 5 - экран; 6 — втулки подвески; б — завешиваемая на одну штангу; 1 — рукоятка для поворота; 2 - крючок; 3 — траверса; 4 - винипластовые зубчатые колеса; 5 - штанга; 5 — муфты для крепления деталей
Поворот деталей на угол 90° осуществляют перемещением рукояток-спиц, которые находятся выше уровня электролита. Поворот осуществляют до того момента, когда очередная спица выйдет из электролита. Периодичность вращения зависит от толщины наращиваемого слоя следующим образом:
Периодическое вращение деталей возможно проводить и при иной конструкции подвесного приспособления, когда одновременно осуществляется вращение нескольких деталей.
При горизонтальном положении деталей в электролите хромирование ведут с плоскими анодами, отстоящими от поверхности деталей на 100—150 мм.
1.4 ЭЛЕКТРОЛИТЫ ХРОМИРОВАНИЯ
СТАНДАРТНЫЙ ЭЛЕКТРОЛИТ ХРОМИРОВАНИЯ
Основной электролит для осаждения хрома содержит два компонента: СгО4 и H2SO4. Соотношение по массе между этими компонентами должно быть 100 : 1. При этом соотношении достигается наиболее высокий выход по току.
Обычное содержание СгО3 150— 300 г/л, хотя .известны электролиты содержащие 60—80 г/л этого основного компонента. Электролит, содержащий 220—250 г/л, называют стандартным:
| Тип электролита | Концентрация компонентов, г/л | Режимы работы | ||
СгО3 | H2SO4 | і, А/дм | t С | |
| Стандартный | 220 | 2.25 – 2.5 | 15 - 60 | 45 - 55 |
Разбавленный электролит рекомендуется для получения износостойких покрытий, концентрированный — для защитно-декоративных. Наиболее распространен - стандартный, или универсальный, электролит.
Фторидиые электролиты. F и F-содержащие ионы используются в электролитах холодного хромирования, в том числе ля осаждения покрытий в колокольных и барабанных установках. Однако ряд электролитов этого типа широко используется для износостойкого хромирования.
По сравнению с электролитами, содержащими добавку SO4, фторидные электролиты имеют следующие преимущества:
возможность ведения процесса при комнатной температуре;
лучшую рассеивающую и кроющую способность;
меньшую критическую плотность тока, т. е. возможность вести осаждение хрома при очень низкой tк (0,5—2 А/дм2); более высокий выход по току.
Недостатки фторидных электролитов следующие: более высокая агрессивность и формирование на анодах пленки фторида свинца, обладающей высоким электрическим сопротивлением.
В связи с указанной особенностью работы анодов при осаждении хрома из фторидных электролитов применяются только аноды, содержащие Sb или лучше Sn.
Осадки хрома, получаемые из фторидных электролитов, имеют более низкую твердость и более пластичны, чем осадки, полученные из стандартного электролита. Более низки σвп в хромовых покрытиях.
Фторидные электролиты могут работать и при более высокой температуре. Возможно хромирование из электролитов, содержащих 4—6 г/л одного из следующих соединений: К2ТiF6, К2ZrF6 и Na3А1F6, способных быть катализаторами электроосаждения хрома.
Саморегулирующиеся электролиты. Принцип действия электролитов — автоматическое поддержание постоянного соотношения между концентрациями СrO3 и постороннего аниона, которое обеспечивается тем, что указанные анионы вводят в электролит в составе ограниченно растворимых солей. Эти соли вводят в электролит в количествах, превышающих их растворимость. По этому имеющийся осадок на дне (избыток соли) всегда находится в равновесии с ионами, перешедшими в раствор.
В качестве солей-катализаторов, обеспечивающих присутствие в растворе посторонних анионов, используют SrSО4, К2SiF6 и СаF6. Растворимость этих солей линейно возрастает в температурном интервале 30—80 СС. С увеличением концентрации СгО3 максимум растворимости солей отвечает концентрации 250—300 г/л.
Преимущества саморегулирующихся электролитов следующие: стабильность состава, так как концентрация постороннего аниона поддерживается автоматически; более высокая СП по сравнению со стандартным электролитом; практическая независимость ВТ от і'к (выше 40 А/дм2) и t (выше 50 СС); широкий интервал изменения t и tк, обеспечивающий получение блестящих осадков; более высокая РС по сравнению со стандартным электролитом.
Недостаток саморегулирующихся электролитов — их более высокая агрессивность. Аноды из РЬ—Sn сплава должны содержать 5—10 % 5п.
Перед пуском саморегулирующегося электролита в эксплуатацию следует его прогревать при рабочей / в течение 2—3 ч с одновременным перемешиванием раствора. Это необходимо для насыщения электролита посторонними анионами.
Наиболее широко применяется в практике электролит № 1 (сульфатно-кремнефторидный). Максимальная твердость покрытий, осаждаемых при 60 °С, получается при ік = 55 А/дм2, осаждаемых при 50 °С— при ік = 45 А/дм2.
Электролит рекомендуется для получения твердых износостойких покрытий при размерном хромировании.
Электролит имеет следующие характерные неполадки:
при снижении t ниже 50 °С наблюдается появление шероховатости покрытия;
при уменьшении концентрации СгО3 ниже 200 г/л или при увеличении выше 350 г/л осадки становятся матовыми;
-при недостатке в электролите К2SiF6 осадки получаются матовыми;
-при недостатке в электролите SrSО4 на поверхности покрытий появляются мелкие черные точки.
"Электролит № 3 (фториднокремне-фторидный) рекомендуется применять для скоростного хромирования.. Осадки хрома получаются слабо-голубого цвета. Электролит обеспечивает получение прочного сцепления покрытия с высоколегироваными и коррозионно-стойкими стялями и специальными сплавами. Состав саморегулирующегося электролита для защитно-декоративных покрытий следующий (г/л):
Режим осаждения: ік = 2 -80 А/дм2; t=20-60°С; ВТ = = 20 -23 %.
Рекомендуются также электролиты с добавками ДХТИ-10, ДХТИ-11 или ДХТИ-хром-11 в количестве 7—10 г/л.
Сверхсульфатный электролит.
Этот электролит имеет следующий состав (г/л):
СгОа ...........250—300
Н2SO4 ........... 8-10
Сг3+ (в пересчете на Сг2О3) 20—22 Режим осаждения: t> 50-55 СС; (ік 5=>50-60 А/дм"; ВТ =22-24% при оптимальных условиях электролиза.
Электролит рекомендуется для скоростного осаждения толстых блестящих хромовых покрытий (до 1 мм). Для получения в электролите требуемого количества Сг3+ после растворения СгО3 в электролит вводят Н2О2. При этом для получения концентрации Сг2О3 20 г/л необходимо ввести 80—90 г/л Н2О2 (30 %). Во избежание разбрызгивания и разогрева электролита Н2О2 вводят небольшими порциями в разные участки поверхности электролита. На рис. 20 приведена зависимость концентрации Сг2О3 от количества введенной в электролит Н2О2.
Для получения необходимой концентрации Сг2О3 в электролит могут быть введены и некоторые органические соединения, например, сахар или глюкозу в количестве 4—5 г/л.
При износостойком хромировании в сверхсульфатном электролите возможно применять высокие плотности тока (до 300 А/дм2). Рекомендуемые сочетания температуры и плотности приведены ниже:
t,C. ......... 50 55 60
і , A/дм …… 50-80 50-90 50-200
Сверхсульфатный электролит имеет низкую РС. Его рекомендуют применять только для нанесения покрытий на цилиндрические детали (штоки валы, цилиндры и т. д.) при использовании специальных подвесных приспособлений, обеспечивающих конценричное расположение поверхностей детали и анода.
Рекомендуемый состав анодов следующий, %:
Рb..............79-80
Sb ...... 4-6
Sn ...... 10—15,
Стабильность поддержания заданной концентрации Сг3+ обеспечивается применением ік > 100 А/дм2 и соотношением S : Sа в пределах 10—20. Возможно ведение хромирования и при меньшем соотношении указанных поверхностей, но при этом необходима периодическая корректировка электролита Н2О2 или специальной проработкой .
Содержание Сг2О3 не должно становиться близким или большим 30 г/л и уменьшаться менее чем до 8 г/л.
Тетрахроматный электролит. Электролит предназначен исключительно для получения защитно-декоративных покрытий. Он обладает высокой рассеивающей способностью. Выход хрома по току составляет >30 %. Основное преимущество электролита — возможность ведения хромирования при комнатной температуре (18—25 °С). Осадки получаются серыми, однако, будучи весьма пластичными (микротвердость 300—500), они полируются до зеркального блеска, характерного для обычных хромовых покрытий. Наиболее легко полируются покрытия толщиной по 10 мкм.
Хромовые покрытия, полученные из тетрахроматного электролита, практически безпористы. Они рекомендуются взамен трехслойных Сu—Ni—Сг защитно-декоративных покрытий. Толщина такого однослойного блестящего покрытия должна быть не менее 20 мкм. Покрытия, полученные из тетрахроматного электролита, обладают высокими защитными свойствами и сохраняют декоративность в морской атмосфере и в тропических условиях. Высокая рассеивающая способность тетрахроматного электролита способствует его успешному применению для покрытия пресс-форм, для изготовления детален из пластических масс.
Хромовые покрытия из тетрахроматного электролита толщиной 5—10 мкм могут быть применены для местной защиты поверхности стальных деталей при их газовой цементации или нитро-цементации.
Состав тетрахроматного электролита следующий (г/л):
СгО3......,........................................350—400
ЫаОН ...............................................40—60
Нг5О4 ...........................................2,5 — 2,7
Сг8+(в пересчете наСг2О3)…………… 10—15
В некоторых случаях рекомендуется в электролит добавлять 0,5—10 г/л вольфраматов или солей магния, которые улучшают полеруемость покрытий.
Рекомендуемая плотность тока должна быть в интервале 10—80 А/дм2. Наиболее легко полируются на обычных войлочных кругах покрытия, полученные при 15—25 А/дм2.
Электролиты для черного хромирования. Хромовые покрытия черного цвета обладают высокой защитной способностью и широко используются для нанесения защитно-декоративных и специальных слоев на различные детали машиностроительных и приборостроительных отраслей промышленности, медицинский инструмент, панели и т. д.
Черные хромовые покрытия практически не содержат в своем составе металлического хрома. Они представляют собой композицию, в которую входят оксиды и гидроксиды Сг2+ и Сг3+ а также гидрид хрома.
Одним из наиболее эффективных электролитов для черного хромирования является разработанный в СССР электролит Метахром, содержащий 450 г/л СгО3 и две специальные добавки: "А" в количестве 3 г/л и "Б" — 30 г/л. При приготовлении электролита добавка "А" предварительно растворяется при 60_70 °С в небольшом количестве воды. Электролит содержит также препарат Хромин в количестве 5 г/л. Метахром обладает наиболее высокой технологичностью и стабильностью по сравнению с другими известными электролитами. Оптимальная температура электролиза 20—30 °С, плотность тока 15 А/дм2. Возможен перегрев электролита до 50—60 СС. Плотность тока может варьироваться в интервале 5-100 А/дм-.
Покрытия, полученные из электролита Метахром, обладают низким коэффициентом отражения света: 2 % в видимой части спектра и <1 % — в инфракрасной.
1.5 АНОДЫ
При хромировании применяют нерастворимые анодов, так как использования для этой цели хрома невозможно по трем причинам. Главная из них- легкость анодного растворения хрома: анодный выход по току превышает катодный примерно в 8 раз. Другие причины – хрупкость металлического хрома и высокая стоимость изготовления массивных электродов.
Наиболее подходящий материал для изготовления анодов – свинец, на поверхности которого облегчен процесс окисления Сг3+ в Сг6 . Одновременно на поверхности анода идет разряд ионов ОН и выделение кислорода. В процессе электролиза на поверхности анодов образуется темно-коричневая пленка PbO2, которая обеспечивает более однородное состояние поверхности анодов и улучшает их работу.
Однако, помимо этого, на анодах, особенно при длительном их перебывании в электролите без тока, образуется желтый слой PbСrO4, оказывающий значительное сопротивление протеканию тока. Периодическое удаление этого слоя осуществляют крацеванием с предварительной обработкой анодов в растворе, содержащем 100г/л NaOH и 100г/л K2CO3. Щелочную обработку, разрыхляющую слой PbСrO4, ведут при температуре 70-80 С˚ и і(анодн.)=10-30 А/дм(кВ.). Вместо щелочной обработки возможно химическое травление в 5%-ом растворе HCl.
При длительном перерыве электролиза аноды должны быть извлечены из электролита и помещены в воду. Наиболее распространены аноды, изготовленный из сплава свинца с 6-8% Sb или 6-8% Sn. Такие аноды более химически стойки и прочны, чем аноды из чистого свинца. Рекомендуется так же применять аноды, содержащие одновременно Sb и Sn в кол-вах, указанных выше, а так же аноды, содержащие помимо Sb и Sn еще 2% Ag.
На рис. 1 представлены типы сборных анодов(а) и подвесок(б) для крепления анодов к штангам.
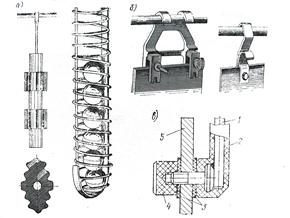
Рис.2. Типы сборных анодов, подвесок для анодов и анододержалелей.
1.6 НЕПОЛАДКИ ПРИ ХРОМИРОВАНИИ
Помимо специфических неполадок, возможных при осаждении хрома из саморегулирующихся и тетрахроматного электролитов при хромировании возможны другие дефекты, общие для большинства электролитов хромирования (табл. 27).
Удаление некачественных покрытий.
Удаление некачественных покрытий осуществляют химическим или электрохимическим способом.
Химический способ состоит в растворении покрытий в 5—20 %-ном растворе НС! при I = 20-70°С. Для удаления покрытия с меди, латуни, никеля этот метод наиболее часто применим. При удалении хрома со стали необходимо вводить в НСlингибиторы, так как возможно растравливание и наводороживание стали. Скорость растворения хрома в растворе НС1 в зависимости от ее концентрации и температуры колеблется в пределах 100—200 мкм/ч.
После удаления хрома со стальных деталей необходимо проводить обезводороживание в течение 2—2,5 ч при t= 200-250 °С.
Электрохимический способ более безопасен по сравнению с химическим. Он особенно эффективен при снятии толстых хромовых покрытий со стальных деталей. Раствор для снятия покрытий содержит 100—150 г/л NаОН или КОН. Обработку ведут на аноде, используя в качестве катодов стальные пластины. Температура t = 20-35 C, анодная плотность тока іа = 5-20 А/дм2. Опасно присутствие в растворе хлоридов, способных вызвать растравливание и потемнение стали.
При удалении хрома с никеля концентрация щелочи должна быть 40— 50 г/л, аt= 18-20 °С.
Для удаления покрытий с цинковых отливок рекомендуется раствор следующего состава (г/л):
Na2S........... 30
NаОН............. 20
Режимработы: t = 20-25 °С; tа = 2-З А/дм2.
Снятие хрома со стальных деталей может быть осуществлено при іа — = 15-20 А/дм2 в отработанном электролите хромирования.
Из литературного обзора, а также по опыту работы предприятия выбираем сульфатный электролит.
Состав электролита и режим работы:
СгО3 200 – 250 г/л. t – 50 ºC
H2SO4 2,0 – 2,5 г/л. і – 25 А/дм(кв.)
Из литературного обзора, выбираем сульфатный электролит, состав которого следующий:
СгО3 _____150— 300 г/л,
H2SO4 _______2.25 – 2.5 г/л
І _________15 - 60 А/дм
t__________45 – 55 С°
2. Конструктивный расчет
2.1 РАСЧЕТ ОБЪЕМА ПРОДУКЦИИ ПРЕДНАЗНАЧЕННОЙ К РЕАЛИЗАЦИИ ИЛИ ПРОГРАММНАЯ ПРОГРАММА ЦЕХА
![]()
С учетом коэффициента брака ![]() 1%:
1%:
![]()
2.2 РАСЧЕТ ФОНДА ВРЕМЕНИ ДЛЯ ПРОИЗВОДСТВ СО СМЕННЫМ ГРАФИКОМ
Где n – количество смен.

Где a – процент потерь рабочего времени (для автоматизированного оборудования и двусменного раб. дня а=8%)
n – число смен

Производительность рассчитаем по формуле:
2.3 РАСЧЕТ ПРОИЗВОДИТЕЛЬНОСТИ В ТОКОВЫХ ЕДИНИЦАХ
 (А)
(А)
Реакции на электродах:
К: ![]()
![]()
![]()
А: ![]()
k = 52/6*26.8=0.3234 г/А*час
3. Технологический процесс хромирования
3.1 ОПРЕДЕЛЕНИЕ ВРЕМЕНИ ОБРАБОТКИ ПОВЕРХНОСТИ ДЕТАЛЕЙ
Определим время электрохимического осаждения хрома:
 мин.
мин.
δ – толщина покрытия, мкм.
![]() - плотность хрома, г/см(куб.)
- плотность хрома, г/см(куб.)
![]() - катодная плотность тока А/дм(кв.)
- катодная плотность тока А/дм(кв.)
Вт – выход по току хрома
![]() - электрохимический эквивалент, г/Ачас
- электрохимический эквивалент, г/Ачас
Загрузочные данные детали:
| Наименование деталей | Металл | Характеристика | Габариты подвески | Число деталей на подвеске/в агрегате | Площ. На загр. м (кв.) | Годов. Произв. | ||||
| габариты, мм | масса, кг | S, дм (кв.) | м(кв.) | С браком м(кв.) | ЗП в год | |||||
| Кольцо упорное | 30ХГСА | Ø = 82 L = 12 | 0.09 | 3,73 | 1250×800 | 20 | 0,746 | 25000 | 25250 | |
Производственная программа:
 ЗП/год.
ЗП/год.
Где ![]() - производственная программа, м(кв.)/год.
- производственная программа, м(кв.)/год.
![]() - загрузка на ванну, м (кв.)
- загрузка на ванну, м (кв.)
3.2 КАРТА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ХРОМИРОВАНИЯ
| № | Наименование операций | Состав раствора | Концент-рация, г/л | Режим работы | ||
| Т,ºС | I, А/дм(кв.) | τ, мин | ||||
1. 2. 3. 4. 5. 6. 7. 8. 9. | Загрузка – выгпузка Электрохимическое обезжиривание на катоде и аноде. Вода техническая проточная Анодная активация (перед прогреть дет. В теч. 2-3 мин) Хромирование Промывка в холодной непроточной воде Промывка в хол. Воде Промывка в гор. Воде Сушка детали | Натрий едкий Хромовый ангадрид технич. ГОСТ 2548-77 H2SO4 Хромов. Ангидрид H2SO4
Вода техн. непроточная Вода техн. проточная Вода техн. проточная | 30 – 50 40-50 200-250 2-2,5 200-250 2-2,5 | 18-35 50 50 60-90 90 | 5,3 20-25 50 20-25 20-25 | 10 1 0,5-1 60 1-2 1-2 1 15 |
3.3 ВЫБОР ОБОРУДОВАНИЯ
3.3.1 Темп выхода подвесок рассчитываем по формуле

Где ![]() - эффективный фонд рабочего времени.
- эффективный фонд рабочего времени.
![]() - число подвесок в загрузке.
- число подвесок в загрузке.
![]() - общая площадь деталей.
- общая площадь деталей.
3.3.2 Количество ванн хромирования
![]()
Где τ1 – длительность поцесса, мин.
Т – Темп выхода загрузочного приспособления, мин.
Принимаем n =9 (ванн хромирования).
Коэффициент загрузки ванн:
Где n, na – расчетное и принятое количество ванн.
В остальных процессах длительность каждой операции ниже Т, поэтому принимаем по одной ванне.
3.3.3 Рассчитаем кол-во операторов
![]()
Где ![]() = кол-во позиций в линии (18)
= кол-во позиций в линии (18)
k = коэффициент учитывающий обратные и холостые ходы оператора (к=1,5-2,5)
τ2 – время обслуживания оператором одной ванны.
Передвижение подвески из одной ванны в другую включает: вертикальный подъем τв, время выстоя τвыст=5-6сек., горизонтальное перемещение τг, время остановки τост=2сек., Снова вертикальное перемещение τв, время остановки τост=2сек.:
τ2= τв+ τвыст+ τг+ τост+ τв+ τост
Для тельферных автооператоров
Wг – скорость гор. перемещения равно 17-18 м/мин.
Wв - скорость верт. перемещения равно 8 м/мин.
l – расстояние между ваннами равно 1,1 м.
H – высота подъема приспособления равно 2м.
τв = H/ Wв=2/8=0.25мин.
τг = l/ Wг=1,1/17=0,065мин.
τ2 = 0,25+6/60+0,065+2/60+0,25+2/60=0,73мин.
![]()
Принимаем 4 автооператора.
Общее время на обработку одной загрузки деталей:
τ=τ1+τ2=51,41+0,73=52,14мин.
Количество загрузочных приспособлений на линии:
![]()
Принимаем 8 загрузочных приспособлений.
4. Конструктивный расчет
4.1 РАЗМЕР ВАННЫ
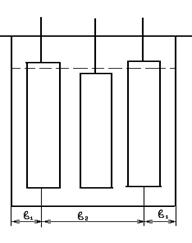
Длина ванны:
![]()
Где ![]() - длина подвески, мм. (1250)
- длина подвески, мм. (1250)
![]() - расстояние между стенкой о подвеской, мм. (150)
- расстояние между стенкой о подвеской, мм. (150)
![]() - расстояние между подвесками, мм.
- расстояние между подвесками, мм.
![]() мм.
мм.
Принимаем длину ванны 1600мм.
Ширина ванны (внутренняя)
Ввн = 2b1 +b2 =2*100+600=800мм.
Где b1 =100мм. – расстояние между осями анодных штанг до стенки.
b2 = 600мм. – расстояние между осями анодных штанг.
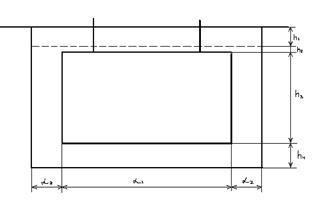
Высота ванны
Определим внутреннюю высоту ванны:
Нвн = h1+h2+h3+h4 =150+50+800+200=1200мм.
Где h1 – 150мм – расстояние от уровня Эл-та до верхнего края ванны.
h2 -20мм. – высота уровня эл-та над подвеской.
h3 – 800мм. – высота подвески.
h4 – 200мм. – расстояние от дна ванны до нижнего края подвески.
Принимаем высоту ванны 1250мм.
Толщина стенок зависит от материала ванны и изоляции. Ванны футерованы кислотостойким пластикатом толщиной 5 мм. Корпус ванны стальной толщиной Ст3, 5мм.
Согласно ГОСТу 23738-79 принимаем размер ванны для промывки и химической обработки 1600*800*1250 мм.
Определим объем эл-та в ваннах хромирования и обезжиривания.
![]() л. =1,4м (куб.)
л. =1,4м (куб.)
4.2 РАСЧЕТ ГАБАРИТОВ ЛИНИИ
Определим длину линии
 ,
,
где n – число ванн одного типоразмера,
![]() - ширина ванн, мм. (800мм. – для токовых ванн, 630мм. – для бестоковых ванн),
- ширина ванн, мм. (800мм. – для токовых ванн, 630мм. – для бестоковых ванн),
![]() - ширина сушильной камеры, мм. (630мм.)
- ширина сушильной камеры, мм. (630мм.)
![]() - ширина загрузочно-разгрузочной стойки, мм. (600мм.),
- ширина загрузочно-разгрузочной стойки, мм. (600мм.),
Δ![]() - зазор между сушильной камерой и загрузочно-разгрузочной стойкой (1000мм.),
- зазор между сушильной камерой и загрузочно-разгрузочной стойкой (1000мм.),
![]() - кол-во ванн без бортовых отсосов,
- кол-во ванн без бортовых отсосов,
Δ ![]() - зазор между стенками ванн без бортовых отсосов,
- зазор между стенками ванн без бортовых отсосов,
![]() - кол-во односторонних бортовых отсосов,
- кол-во односторонних бортовых отсосов,
Δ![]() -зазор между стенками ванн с односторонним бортовым отсосом, мм. (290мм.)
-зазор между стенками ванн с односторонним бортовым отсосом, мм. (290мм.)
![]() - кол-во двусторонних бортовых отсосов,
- кол-во двусторонних бортовых отсосов,
Δ![]() -зазор между стенками ванн с двусторонним бортовым отсосом (390мм.)
-зазор между стенками ванн с двусторонним бортовым отсосом (390мм.)
![]() - ширина одностороннего бортового отсоса, мм. (212мм.)
- ширина одностороннего бортового отсоса, мм. (212мм.)
![]()
Определение ширины линии
Вл = ![]() +В1+В2
+В1+В2
где ![]() - внутр. длина ванны, мм. (1600мм.)
- внутр. длина ванны, мм. (1600мм.)
В1 – Расстояние от внутр. части стенки ванны до наружной плоскости опорной стойки. Принимаем для подвесочных автооператоров 655мм.
В2 - Расстояние от внутр.стенки ванны до наружной плоскости площадки обслуживания, 1165мм.
Вл = 1600+655+1165=3420мм.
4.3 ВЫСОТА ЛИНИИ
Высота линии Н принимается в зависимости от внутренней высоты ванн и способа обработки изделий (линию обслуживает подвесной автооператор).
Для Н ванн – 1250 мм. И подвесного автооператора высота линии принимается 4700мм.
5. Материальный расчет
5.1 РАСХОД ХИМИКАТОВ ДЛЯ ПЕРВОНАЧАЛЬНОЙ ЗАГРУЗКИ ОБОРУДОВАНИЯ
![]()
Где с – концентрайия компонента в ванне г/л.
V – объем электролита, л.
В – количество одноименных ванн
N – количество линий
![]()
Ванна анодной активации.
С (CrO3)=250г/л.
![]()
Ванна хромирования.
С (H2SO4) = 2,5г/л.
С (CrO3)=250г/л.

5.2 РАСХОД ХИМИКАТОВ НА ЗАМЕНУ РАСТВОРОВ В ВАННАХ ЗА ГОД
Ванна электрохимического обезжиривания – 1 раз в 2 месяца.(6раз в год)
![]()
5.3 РАСХОД ХИМИКАТОВ НА ВЫПОЛНЕНИЕ ПРОГРАММЫ
Расход химикатов на выполнение программы складываются из расхода химикатов на замену растворов и потери компонентов электролитов за год
Ванна электрохимического обезжиривания. Норма расхода 0,48л/м(кв.)
![]()
Ванна анодной активации. Норма расхода 0, 48л/м(кв.)
![]()
Ванна хромирования
Количество хромового ангидрида, расходуемого для выполнения годовой программы, рассчитывается по формуле:
![]()
Где F – годовая программа, м(кв.)=25250
![]() -удельный расход хромового ангидрида
-удельный расход хромового ангидрида
![]() =
=![]()
Где А – количество ангидрида, необходимого для покрытия 1 кв. метра поверхности толщиной 1 мкм. Масса хромового покрытия толщиной 1 мкм. На 1 кв. м. поверхности основы составляет 7г. этой массе хрома соответствует 14г. Ангидрида.
Пв – потери Эл-та в вентиляцию – 0,052 г/кв. м.
х – концентрация хромового ангидрида в Эл-те 250г/л.
δ – средняя толщина покрытия – 12 мкм.
Пд – потери эт-та, уносимого деталями 0,095л/кв. м.
Пк - потери эт-та, при коррекутировке – 0,035л/кв. м



5.4 РАСХОД АНОДОВ
При хромировании применяют свинцовые нерастворимые аноды.
Расход анодов на первоначальный пуск оборудования.
Состав анодов для хромирования:
Свинец – 90%; сурьма- 8%; олово – 2%.
Массу анодов для ванны определяем по формуле
![]()
где k1 – отношение суммарной ширены анодов к длине ванны – 0,6
k2 – отношение высоты анодов в глубине ванны – 0,8
n – число анодных штанг - 2
α – длина ванны – 1,6м.
H – высота ванны – 1,25м.
δ - толщина анода – 0,01м.
γ – плотность свинца – 11250 кг/м(куб.)
![]()
Кол-во анодов для участка
![]()
где G – необходимая масса анодов, для од