Действие электрического тока на организм человека. Оказание первой помощи. Личная гигиена монтажника
Действие электрического тока на организм человека. Оказание первой помощи. Личная гигиена.
Действие электрического тока на организм человека
Переменный ток с частотой 50Гц, использующийся во всём мире, наиболее опасен. Большие и меньшие частоты менее опасны, но не безопасны.
Тяжесть поражения в зависимости от тока:
Ток, мА | Переменный ток частотой 50Гц | Постоянный ток частотой 50Гц |
0,6-1,5 | Лёгкое дрожание пальцев рук | Не ощущается |
5-7 | Судороги в руках | Нагревание кожи |
8-10 | Трудно оторвать руки от электродов, сильные боли в кистях | Усиление нагревания кожи |
20-25 | Парализация рук, дыхание затрудненно | Нагревание кожи продолжается, незначительное сокращение мышц |
50-80 | Остановка дыхания | Дыхание затрудненно, сокращение мышц |
90-100 | Остановка дыхания | Остановка дыхания |
Виды поражения электрическим током
1. Термическое действие тока – ожоги отдельных участков кожи, нагрев до высокой температуры кровеносных сосудов, нервов мозга, сердца… находящихся на пути тока.
2. Электрическое действие тока – разложение органической жидкости, в том числе и крови, сопровождается нарушением физико-химического состава.
3. Механическое(динамическое) действие тока – расслоение, разрыв, повреждение тканей организма.
4. Биологическое действие тока – раздражение, возбуждение живых тканей организма, нарушение внутренних биоэнергетических процессов.
Электрические травмы
Местные | Общие |
Нарушение целостности тканей тела(в том числе костных) | Поражается весь организм |
1. Электрический ожёг Покраснение кожи Образование пузырьков Омертвление всей толщи кожи Обугливание ткани | 1. Электрический удар – непроизвольное судорожное сокращение мышц тела(5 степеней). Лучший случай – едва ощутимые сокращения мышц вблизи входа или выхода тока. Худший случай – нарушение или прекращение деятельности лёгких и сердца. |
2. Электрические знаки – клетка серого или бледно-жёлтого цвета, круглая или овальной формы с углублением в центре от 1 до 5мм в виде мозоли, бородавки, царапины, татуировки… | |
3. Металлизация кожи – проникновение в верхние слои кожи мельчайших частичек металла, расплавившихся под действием металлической дуги. | 2. Электрический шок – нервно-рефлекторная реакция организма на чрезмерное раздражение электрическим током. |
4. Механическое повреждение – следствие резких непроизвольных судорожных сокращений мышц под действием тока. | |
5. Электроофтальмия – повреждение глаз. |
Оказание первой помощи
Основным успехом при оказании первой помощи является:
1) быстрота действий;
2) находчивость;
3) умение подающего помощь.
Прикосновение к токоведущим частям вызывает непроизвольное судорожное сокращение мышц, если пострадавший держит провод руками. Руки сильно сжимаются и оторвать их уже практически невозможно.
Первым действием является отключение той части установки, которая воздействует на пострадавшего.
При этом необходимо:
1. Принять меры безопасности в предотвращении падения человека;
2. Обеспечить аварийное освещение, не задерживая отключения установки и оказания помощи пострадавшему;
3. Если отключение установки не может быть произведено достаточно быстро, необходимо применить меры к отделению пострадавшего, используя сухую одежду, палку, канат, доску… то есть любой предмет, не пропускающий электрический ток.
Личная гигиена монтажника
1. Перед работой протереть стол 1%-м раствором уксусной кислоты;
2. Рабочее место содержать в порядке;
3. Работать в белом халате и чепчике;
4. Работать при включенной местной вытяжке и наружной вентиляции;
5. Употребление пищи на рабочем месте запрещается во избежании попадания свинца в организм;
6. После работы мыть руки 1%-м раствором уксусной кислоты и мылом. Протереть стол;
7. Дома почистить зубы и выпить кисломолочные продукты.
Безопасные приёмы труда при выполнении монтажных работ
1. Производить работу на исправном оборудовании, пользуясь исправным инструментом и приспособлением, и применять их только по прямому назначению;
2. Стержень паяльника не должен качаться, его ручка не должна иметь трещин, шнур должен быть без нарушения изоляции;
3. Паяльник нужно брать только за ручку и держать как карандаш;
4. Выключая шнур из сети, паяльник нужно держать только за ручку;
5. При перерывах в работе паяльник необходимо класть на специальную подставку и выключать его;
6. Встряхивать и постукивать паяльник нужно очень осторожно;
7. Припаиваемый провод нужно придерживать пинцетом;
8. Лишний припой со стержня удаляют специальной салфеткой;
9. Электрические провода, проводящие питание к рабочему месту, должны быть надёжно изолированы и защищены от механических воздействий. Напряжение питания местного освещения и электропаяльника не выше 36В;
10. Рабочие места должны быть оборудованы вытяжными устройствами.
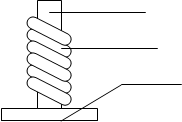
Инструмент монтажника
Основным инструментом является паяльник, нагревательным элементом которого является спираль из нихромовой проволоки, а саму пайку производят стержни из красной меди. В конструкции паяльника предусматривается возможность установки различных сменных стержней. В зависимости от размеров паяемой детали выбирают паяльники различной мощности нагревательного элемента. Для большей безопасности используют паяльники с низким напряжением питания: 6В, 12В, 24В, 36В, 42В.
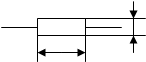
Заточка паяльника


45° 75°
1. Паяльник;
2. Монтажный нож – изготовлен из ножовочного полотна, нужен не только для зачистки проводников, но и для снятия с них изоляции при подготовке к пайке;
3. Острогубцы (бокорезы) – предназначены для резки монтажных проводов;
4. Плоскогубцы – предназначены для загибания концов проводов и получения выводов сложной конфигурации;
5. Круглогубцы (с длинными губками) – для формовки выводов радиодеталей, изготовления колец на концах проводов для крепления под гайку;
6. Хирургический или часовой пинцет;
7. Ножницы;
8. Напильник;
9. Набор отвёрток;
10. Тестер.
Пайка, припой, флюсы
Пайка – физико-химический процесс получения соединения в результате взаимодействия твёрдого паяемого (основного) и жидкого присадочного металла (припоя).
Соединение металла с припоем происходит засчёт растворения металла и его диффузии в припой. Зазоры между спаиваемыми деталями должны выбираться такими, чтобы слой чистого припоя был минимальным, так как его прочность меньше прочности сплава припоя с основным металлом.
Пайка, в зависимости от температуры в зоне соединённых деталей, делится на низкотемпературную и высокотемпературную.
В зависимости от назначения спаиваемой детали, швы подразделяются на:
1. Прочные – должны выдерживать механические нагрузки;
2. Плотные – не должны пропускать жидкости или газы, находящиеся под большим давлением;
3. Прочные и плотные – должны выдерживать давление жидкостей или газов, находящихся под высоким давлением.
Пайка имеет сходство со сваркой плавлением, но между ними есть существенные различия.
1. При сварке основной и присадочные металлы находятся в сварочной ванне в расплавленном состоянии.
2. При пайке соединение по своему составу и строению неоднородны. Включают в себя литую прослойку (шов), спаи, диффузионную и кристаллизованную зоны.
3. Пайка по сравнению со сваркой, является наиболее скоростным и наименее трудоёмким способом соединения, поэтому она чаще используется в электромонтажных работах.
4. Пайка позволяет соединять элементы деталей таких форм,
5. которые невозможно или трудно соединить другими способами. Применяется для соединения почти всех металлов.
Припой должен обладать следующими качествами
1. Хорошо смачивать основной металл;
2. Хорошо растворять его;
3. Иметь хорошую жидко-текучесть;
4. Достаточную механическую прочность.
Температура плавления припоя должна быть ниже температуры плавления основного металла. Припой изготавливают в виде полос фольги, прутков, проволоки, порошка.
Припои делятся на тугоплавкие и легкоплавкие:
Легкоплавкие (мягкие) имеют температуру плавление меньше 450°С;
К лёгкоплавким относятся аловяно-свинцовые в чистом виде, а также с присадками сурьмы, кадмия, висмута.
Тугоплавкие (твёрдые) имеют температуру плавления больше 450°С;
К тугоплавким относятся медно-цинковые и медно-серебряные сплавы.
При монтажной пайке применяют серебряные и аловяно-свинцовые припои. Эти припои применяются при низкотемпературной пайке. Минимальная температура плавления равна 183,3°С. Это достигается при наличии олова в процентном соотношении 61,9%, остальное – припой Этот припой весьма пластичен, обладает высокими технологическими свойствами. Недостатком этих привоев является низкая коррозионная стойкость во всех климатических условиях и потребность в отдельных случаях лакокрасочной защиты.
Условное обозначение марок припоев содержит «П» - припой и последующие буквы русского алфавита, которые обозначают основные компоненты, а также их количество в процентах.
О – олово;
Су – сурьма;
Ви – висмут;
Г – германий;
С – свинец;
Ка – кадмий.
Флюсы
Флюсы – вспомогательные вещества, которые в процессе пайки обеспечивают отсутствие окисления кислородом воздуха металлов и припоев при их нагревании.
Они обеспечивают получение высококачественного паяного шва, но не удаляют с паянных поверхностей посторонние вещества (плёнки жира и лаковые покрытия), а снимают только оксидную плёнку металлов. Поэтому перед пайкой поверхности должны быть зачищены механическим или химическим способом.
Флюс должен отвечать следующим требованиям
1. Иметь температуру плавления на 50-60°С ниже температуры плавления припоя;
2. Хорошо растекаться по поверхности основного металла и припоя с образованием сплошной плёнки, защищающей их от вредного воздействия окружающей среды ;
3. Уменьшать поверхностные натяжения расплавленного припоя для обеспечения полного смачивания им основного металла;
4. Не изменять своего состава при температуре пайки;
5. Легко удаляться с поверхностей деталей после пайки;
6. Не вызывать коррозии.
Флюсы могут представлять собой
1. Твёрдое порошкообразное вещество – буро-белый порошок, борная кислота, сосновая канифоль;
2. Жидкое вещество – водный раствор хлористого цинка, спиртовой раствор канифоли;
3. Полужидкое вещество – пасты – вещество представляющее пасту из порошкообразного припоя и пастообразного флюса.
По назначению флюсы делятся на 2 группы:
1. для пайки мягкими припоями;
2. для пайки твёрдыми припоями.
Маркировка флюсов
В маркировках флюсов буквы означают:
Ф – флюс;
К – канифоль;
Сп – спирт;
Х – хлористые соки;
П –полиэфирная смола;
М – муравьиная кислота;
У – уксусная кислота;
Фс – фосфорная кислота;
Эт – этилен ацетат.
Пример:
Канифоль – твёрдое стекловидное вещество при минимальной температуре плавления, равной 125°С, полученная из сосновой смолы. При температуре плавления, равной 300-400°С кислота разлагается с выделением углерода и водорода, вследствие чего восстановление оксидов паяемого металла идёт более интенсивно.
Пайка волной, накрутка
Классические установки пайки волной были изобретены и внедрены в производство в 50-х годах. Основным недостатком этих установок является теневой эффект непропай контактных площадок и близлежащих дорожек около радиоэлементов с пластмассовым корпусом.
К волне припоя предъявляются 2 требования:
1. Полная смачиваемость волной всех выводов каждого элемента;
2. Между смежными выводами и дорожками не должно быть перемычек.
Во время пайки все элементы погружаю в волну припоя и, вследствие действия сил поверхностного натяжения образуется теневой эффект.
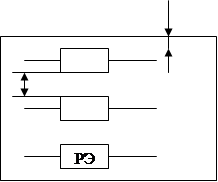
Устройство установки пайка волной
Классические установки пайка волной показали хорошие результаты при монтаже РЭА, но оказались малоэффективными для монтажа элементов, методами технологии монтажа на поверхность.
Установка пайка волной состоит из:
I Конвейер (К)
II Подогрев (П)
III Устройство флюсования
IV Модуль пайки (МП)
I Конвейер
1. Защита от установки;
2. Uк=0,5-3 метра в минуту;
3. Угол наклона 5-7°.
II Подогрев
t°пл=80![]() 5°С>t° окружающей среды.
5°С>t° окружающей среды.
III Устройство флюсования
1. Однородность поверхности флюса;
2. Скорость вращения барабана 0-20 оборотов в минуту, угол падения флюса относительно плата равно 30°.
IV Модуль пайки
1. t°пл=220-280°С;
2. t° пайки=250°С;
3. Время пайки=2-3сек;
4. Флюс равен 10-25% канифоли
Накрутка
Накрутка – один из видов неразборных соединений проводов с выводами (штырями) электрической аппаратуры.
Физико-химический процесс накрутки – при накрутке проводов натяжением на штыри прямоугольного или квадратного сечения появляются упругие напряжения и разрушается оксидная плёнка, как на проводе, так и на штыре. В результате создаётся чистый без слоя оксида контакт металла и металла, то есть практически происходит диффузия или холодная сварка между двумя твёрдыми материалами и соединение со временем становится крепче.
Виды накрутки
1. Обычная – 6-8 витков голого провода, намотанного на штырь прямоугольного или квадратного сечения.
 1
1
2
3
1. монтажный штырь;
2. монтажный провод;
3. печатная плата.
2. Модифицированная – 6-8 витков монтажного провода, из них 2 с изоляцией, а остальные голые. Предпочтение отдаётся этому типу накрутки, так как всё усилие идёт на 2 витка с изоляцией, что способствует отсутствию поломок провода при накрутке.

3. Бандажированная – этот тип накрутки может выполняться одножильным или многожильным проводами с предварительным скручиванием и облуживанием.

Монтажный штырь
Монтажный провод
Печатная плата
Недостатки:
1) перекрутка витков;
2) накрутка витков в разбежку;
3) недостаточная длина провода с изоляцией при модифицированной накрутке.
Инструмент:
1) ручной, реверсивная оттвёртка;
2) электрический пистолет.
Накрутку нельзя выполнить ручным способом (натяжение проводов – 10Н). Её выполняют специальным инструментом – накрутчиком (пистолетом), снимают – вилкой или раскрутчиком.
Резисторы
Резисторы – элементы РЭАиП, предназначенные для перераспределения и регулирования электрической энергии между элементами схемы.
Полезную функцию резистор выполняет благодаря сосредоточенному в его токопроводящем (резистивном) элементе активному элементу сопротивлению.
По характеру ВАХ различают линейные (постоянного и переменного сопротивления) и нелинейные резисторы. В нелинейных резисторах в качестве резистивного элемента применяются различные полупроводниковые материалы.
По конструктивному исполнению резисторы подразделяются на:
1) Тонкослойные плёночные;
2) Объёмные;
3) Проволочные.
По способу защиты резистивного элемента резисторы различают неизолированные, изолированные лакированные, компаундированные, опрессованные пластмассой, герметизированные, вакуумные.
В зависимости от назначения резисторы подразделяют на резисторы общего и специального применения.
Условное графическое обозначение резисторов на схемах электрических принципиальных (УГО на Э3)
 R
R
4
10
1. Постоянного сопротивления разной мощности рассеивания;
![]() 0,05 Вт
0,05 Вт
![]() 0,125 Вт
0,125 Вт
![]() 0,25 Вт
0,25 Вт
![]() 1 Вт
1 Вт
 2 Вт
2 Вт
![]() 0,5 Вт
0,5 Вт
![]() 5 Вт
5 Вт
R=R1+R2 – ПОСЛЕДОВАТЕЛЬНОЕ
![]() – ПАРАЛЛЕЛЬНОЕ
– ПАРАЛЛЕЛЬНОЕ
![]() Переменного сопротивления;
Переменного сопротивления;
 | |||
2.  Подстроичные;
Подстроичные;
 | |||
3. Нелинейные;

Тернисторы
![]()

Варисторы
U
Фоторезисторы
К резисторам специального применения относятся высокомегаомные, высоковольтные, высокочастотные и резисторы повышенной стабильности , прецизионные и полу прецизионные.
Система сокращённых обозначений резисторов
| Резисторы постоянного сопротивления | Резисторы переменного сопротивления | Вид резистивного элемента |
С1 | СП1 | Углеродистые |
| С2 | СП2 | Металлоплёночные, металлоокисные |
| С3 | СП3 | Плёночные композионные |
| С4 | СП4 | Объёмные |
| С5 | СП5 | Проволочные |
После дефиса следует номер конструктивной разработки.
Старая система обозначения
Первая буква – тип резистивного элемента:
У – углеродистые
К– композиционные
М – металлоплёночные;
Б – бороуглеродистые.
Вторая буква – вид защиты:
Л – лакированные;
Г – герметичные;
Э – эмалированные.
Третья – особые свойства:
Т– теплостойкие;
П – прецизионные;
В – высоковольтные;
О – объёмные.
Пример:
МЛТ-0,25; СП3-2; С1-5.
Система сокращённых обозначений сопротивлений резистора
| Единица измерения | Обозначение | Пределы номинальных сопротивлений | Примерное сокращённое обозначение | Соответствующее полное обозначение |
| Ом | Е | До 100Ом | Е47, 4Е7, 47Е | 0,47Ом; 4,7Ом; 47Ом |
| Кило Ом | К | От 0,1-100кОм | К47, 4К7, 47К | 470Ом; 4,7кОм; 47кОм |
| Мега Ом | М | От 0,1-100МОм | М47, 4М7, 47М | 470кОм; 4,7МОм; 47МОм |
| Гига Ом | Г | От 0,1-100ГОм | Г47, 4Г7, 47Г | 470Мом; 4,7ГОм; 47МОм |
| Тера Ом | Т | От 0,1-100ТОм | Т47, 4Т7, 47Т | 470Гом; 4,7ТОм; 47ТОм |
Основные параметры резисторов
1) Номинальное сопротивление (указывают на корпусе резистора);
2) Класс точности – величина, определяющая допустимое отклонение фактического сопротивления от его номинального значения;
| 5% | 10% | 20% |
| U | C | B |
3) Номинальная мощность рассеивания – мощность, которую резистор способен рассеивать в виде тепла длительное время при непрерывной электрической нагрузке;
4) Предельное напряжение – напряжение, которое может быть подано на резистор при условии, что мощность рассеивания не будет превышать номинального значения;
5) Температурный коэффициент сопротивления (ТКС) – относительное изменение величины сопротивления резистора при изменении температуры окружающей среды на 1°С. Величина ТКС зависит от свойств токопроводящих материалов резистора. У резисторов с положительным ТКС сопротивление с ростом температуры увеличивается, с отрицательным – уменьшается.
Примеры:
МЛТ-0,25-3К9![]() 5% ГОСТ…
5% ГОСТ…
СП3-0,123-100Е![]() U ГОСТ…
U ГОСТ…
Конденсаторы
Конденсатор – элемент РЭАиП, обладающий электрической ёмкостью и способностью накапливать электрические заряды.
Конденсаторы
1. Конденсатор постоянной ёмкости – в соответствии с группой;
2. Конденсаторы переменной ёмкости:
1) воздушные
2) вакуумные
3. Подстроичный конденсатор:
1) газообразный диэлектрик
2) твёрдый диэлектрик
4. нелинейные конденсаторы:
1) вариконд
2) термоконденсатор
5. Конденсатор сборки.
Условное графическое обозначение
1. Буква или сочетание букв обозначают подкласс конденсатора;
К – конденсатор постоянной ёмкости.
КП – конденсатор переменной ёмкости.
КТ – подстроичный конденсатор.
КН – нелинейный конденсатор.
КС – конденсатор сборки.
2. Одна или две цифры обозначают группу конденсатора;
К50 – электролитические
К21 – стеклянные
К40 - бумажные
3. Группа букв или цифр обозначает номер конструктивной разработки;

 К50 (Э)-2-М
К50 (Э)-2-М
Элек Конструктивная разработка
троли
тический
C=C1+C2 – ПАРАЛЛЕЛЬНОЕ
![]() – ПОСЛЕДОВАТЕЛЬНОЕ
– ПОСЛЕДОВАТЕЛЬНОЕ
Полное условное обозначение состоит из:
1) сокращённое условное обозначение;
2) основные параметры и характеристики;
3) вариант климатического исполнения.
К50 (Э) - 2 - М - 160В - 1000![]() 5% ГОСТ
5% ГОСТ
Напряжение Ёмкость Допуск
УГО на Э3

1. 8
1,5

2. конденсатор переменной ёмкости

3. подстроичный конденсатор
![]() 4. + поляризованный общий
4. + поляризованный общий
![]()
5. электролитические оксиды
![]() 6. вариконд
6. вариконд
![]()
7. варикап
Известно, что ёмкость конденсатора прямопропорциональна площади обкладок и диэлектрической непроницаемости материала, разделяющего обкладки, и обратнопропорциональна расстоянию между обкладками.
![]()
С – ёмкость конденсатора в пикофаратах;
![]() – относительная диэлектрическая проницаемость;
– относительная диэлектрическая проницаемость;
S – площадь пластин (мм2);
d – расстояние между пластинами;
n – число пластин.
Существуют материалы, диэлектрическая проницаемость которых зависит от приложенного напряжения. Конденсатор с диэлектриками на основе таких материалов – вариконд. Существуют конденсаторы, использующие свойства p-n перехода, изменяя свою ширину в зависимости от приложенного напряжения. P-n переход в конденсаторе используется в качестве диэлектрика – варикап.
Основные параметры конденсатора (характеристика)
1. Величина номинальной ёмкости – определяет ёмкость конденсатора, которая зависит от геометрических размеров обкладок, типа диэлектрической проницаемости и расстояния между пластинами (чем оно больше, тем ёмкость меньше).
На принципиальных схемах ёмкость конденсатора от 1 до 9999 пФ указывают целыми числами в соответствующей величине ёмкости, а от 10000 пФ и выше – в мкФ или в долях. Если ёмкость равна целому числу мкФ, то после последней цифры ставится ноль.
1Ф – ёмкость уединённого проводника потенциально возрастает на 1в при увеличении заряда на 1Кл.
2. Класс точности конденсатора – допуск;
3. Рабочее напряжение – напряжение, при котором конденсатор может работать длительное время без пробоя диэлектрика. Рабочее напряжение зависит от свойств и толщины диэлектрика;
4. температурный коэффициент ёмкости – характеризует относительное изменение ёмкости конденсатора при температуре равной 1°С.
ТКЕ – отрицательное и положительное.
5. Сопротивление изоляции – характеризует качество диэлектрика и величину тока утечки через него, в значительной степени зависит от температуры и влажности окружающей среды.
Установка и применение конденсатора
1) хомутами;
2) винтами;
3) приклеиванием и пайкой;
4) гайками.
Терминология
Ниточный резистор – это резистор, линейный размер которого по оси значительно превышают его диаметр.
Позистор – ПП-терморезистор с положительной ТКС.
Полярный конденсатор – предназначен для применения в цепях постоянного и пульсирующего тока при определённой полярности напряжения на его выводах. Диэлектриком служит оксидная плёнка, образующаяся на поверхности алюминиевой или танталовой плёнки, обкладками служит плёнка или вязкий электролит.
Варикап – ПП-диод с ёмкостью, зависящей от прикладываемого напряжения и предназначен для применения в качестве элемента с электрически управляемой ёмкостью.
Вариконд – сегнетокерамический конденсатор с резко нелинейной зависимостью от приложенного электрического напряжения.
Виды электромонтажа, печатный монтаж
лектромонтаж – сборка изделий из деталей, узлов и их соединений.
1) При объёмном монтаже детали располагаются внутри каркаса с использованием всего пространства внутри каркаса;
2) При свободном монтаже крупные детали размещают на плоской части РЭА;
3) Блочный монтаж – монтаж, при котором радиоустройство состоит из определённых блоков и узлов, имеющих свои каркасы и соединённых между собой проводами их разъёмами.
Печатный монтаж
Основные марки проводов и изоляционных материалов. Техническое изготовление печатных плат.
Современные РЭАиП применяют следующие виды монтажа:
1. Свободный (плоскостной);
При свободном монтаже крупные детали размещают на плоском шасси радиоаппаратуры.
2. Объёмный;
При объёмном монтаже детали располагаются внутри каркаса с использованием всего пространства внутри каркаса.
3. Блочный;
Блочный монтаж – монтаж, при котором радиоустройство состоит из определённых блоков и узлов, имеющих свои каркасы и соединённых между собой проводами их разъёмами.
4. Печатный.
Печатный монтаж – его преимущества:
1) уменьшившаяся масса и габариты аппаратуры;
2) ускоряется и упрощается процесс производства РЭА;
3) повышается её механическая прочность и стабильность.
Конструктивно технологические требования к электромонтажу
Электромонтаж РЭА производят в соответствии с требованиями, изложенными в сборочных чертежах, технической документации и в соответствии с требованиями установленного эталона (образцом).
Монтаж должен обеспечивать нормальную работу аппаратуры в условиях тряски, вибрации, вакуума, повышенной влажности, воздействия положительных и отрицательных температур, обусловленных требованиями соответствующих технических условий на монтированную аппаратуру или прибор. Конструкция и электромонтаж РЭА должны обеспечивать доступ к отдельным элементам для их осмотра, проверки и замены.
Маркировочные знаки, нанесённые на шасси прибора не должны по возможности закрываться монтажным проводами. Для монтажа РЭАиП применяются провода, марки которых, сечение и расцветка указываются в чертежах или схемах. Маркировка должна отличаться друг от друга. Способ маркировки указывается на чертежах. Пайка в стык и нахлёстку не допускается. Соединения длинной более 30мм выполняют изолированным проводом, а менее 30мм – голым проводом, заключённым в изоляционную трубку. Все элементы РЭА располагают так, чтобы исключить возможность перегрева одних элементов от других.
Провода
К материалам, применяемым при монтажных работах относятся различные кабельные изделия – голые и изолированные. Предназначенные для передачи электрического тока. Как изолированные, так и голые провода могут быть одножильными и многожильными. При монтаже высокочастотных узлов аппаратуры применяют медный голый провод, покрытый слоем серебра. Довольно часто используют медный луженный провод.
Изоляционные материалы и их применения
1. Текстолит, гетинакс – применяют для изготовления плат, панелей, прокладок, каркасов для катушек, низкочастотных трансформаторов, монтажных стоек…
2. Органическое стекло – применяют для изготовления шкал, прозрачных экранов, декоративных элементов.
3. Полихлорвинил – применяют для изготовления изоляционных прокладок, изоляция проводов.
4. Полистирол – каркасы катушек индуктивности, панели, установочные детали, изоляция высокочастотных кабелей.
5. Фторопласт – каркасы катушек индуктивности, панели, установочные детали, изоляция высокочастотных кабелей.
6. Электро и радиофарфор – изоляторы, переключатели, проходы, изоляционные втулки…
Изготовление и укладка жгутов
Жгут (1.внутриблочный и 2.междублочный) – совокупность разделанных проводов кабелей, скреплённых друг с другом каким-либо способом и при необходимости оснащенных элементами электромонтажа.
1. Внутриблочный – для соединения отдельных узлов, блоков и деталей внутри прибора.
2. Междублочный – для элементарного соединения между блоками.
Жгуты рекомендуется изготовлять на шаблонах. Концы проводов жгута маркируют соответственно сборочному чертежу и монтажной схеме. Длина выводов жгута должна быть достаточной для присоединения к узлам и элементам схемы без натяжения, кроме того, должен иметься запас в 10-12мм для повторной зачистки и присоединения каждого конца провода.
Типовой технический процесс жгута состоит из:
1) Резки проводов и изоляционных трубок;
2) Укладка приборов на шаблоне и вязка их в жгут;
3) Заделка концов проводов жгута с одновременной их маркировкой;
4) Контроль жгута (прозвонка);
5) Защита жгута изоляционной лентой и его контроль.
Вязку жгута начинают слева направо, Вяжут в одном направлении хлопчатобумажной ниткой размером 00 или льняной №9,5/5. узлы делают на расстоянии 20-25мм один от другого. Конец нитки закрепляют двойным узлом.
Печатный монтаж
Сущность печатного монтажа состоит в получении на изоляционном основании тонких слоёв определённой конфигурации, выполняющих роль монтажных проводов и контактных деталей, выполненных из токопроводящих материалов.
Особенности:
1) плоскостное расположение проводников;
2) Наличие монтажных и контактных отверстий;
3) Координатная сетка – система расположения отверстий;
4) Проводники (дорожки) располагаются вертикально, горизонтально и под углом 45°;
5) Выводы радиоэлементов располагаются в узлах координатной сетки;
6) Шаг координатной сетки =1,25; 2,5; 0,5мм.
7) Размеры печатной платы – 220-380мм.
Печатная плата является основным несущим элементом конструкции.
Основные положения по печатному монтажу
1. Печатная плата является основной конструктивной единицей РЭА.
2. Печатные платы изготавливают из слоистых пластинок, которые сформированы под высоки давлением и, к которым с одной или двух сторон приклеивают мерную фольгу.
ПП – одностороння печатная плата;
ДПП – двухсторонняя печатная плата.
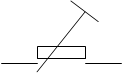
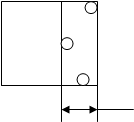
3. Корпуса элементов размещают на ПП параллельно или перпендикулярно друг к другу.
4.  Расстояние от корпуса элемента до оси изогнутого вывода должно быть менее 2мм.
Расстояние от корпуса элемента до оси изогнутого вывода должно быть менее 2мм.
2
5. Расстояние от корпуса элемента и края печатной платы, а также между корпусами соседних элементов должно быть не менее1мм или должно быть выбрано в зависимости от условий теплопровода – допустимой разности потенциалов, но не менее 0,5мм.
Жгутовой монтаж
Жгут – совокупность проводов или кабелей, скреплённых друг с другом определённым способом и, при необходимости, оснащённых элементами электромонтажа.
Основные положения
1) Раскладку проводов в жгуте начинают с коротких и заканчивают более длинными.
2) Экранированные провода, не заключённые по всей длине в полихлорвиниловую трубку, помещают в середине жгута.
3) Запасные провода имеют разноцветную изоляцию, провода с одинаковой расцветкой не должны располагаться рядом.
4) Под целостностью цепи подразумевается отсутствие в ней отрыва.
5) Правильность распайки цепи – данная цепь соединяет заданные зажимы (таблица соединений).
6) Целостность цепей и правильность их распайки проверяется прозвонкой.
Терминология
Провод – одна или несколько изолированных жил, имеющих одну оплётку из волокнистых материалов, поверх которых накладывается изоляционная оболочка.
Кабель – одна или несколько жил, защищённых в металлическую оболочку, поверх которой может быть тот или иной защитный покров с бронёй или без неё.
 Шнуры – две или несколько изолированных гибких жилы, скрученных или уложенных параллельно, поверх которых могут быть защищённые покровы с сечением до 1,5мм2, которые защищают жилы от повышенной температуры.
Шнуры – две или несколько изолированных гибких жилы, скрученных или уложенных параллельно, поверх которых могут быть защищённые покровы с сечением до 1,5мм2, которые защищают жилы от повышенной температуры.
![]() 1мм
1мм
0,5мм
Плата – несущая конструкция, предназначенная для размещения и конструктивного объединения пассивных и активных элементов.
Топология (трассировка, разводка) – процесс получения геометрических конфигураций электрических связей.
Контактная площадка – металлизированный участок на плате или кристалл ИМС, служащий для присоединения выводов, компонентов, перемычек, а также для контроля элементарных параметров и режимов.
Для правильного выполнения топологии печатных плат необходимо знать и понимать следующие определения:
7) Координатная сетка – пересечение вертикальных и горизонтальных линий с определённым шагом;
8) Шаг координатной сетки – наименьшее расстояние между двумя вертикальными и горизонтальными линиями, которое равно: 0,625мм; 1,25мм; 2,5мм; 5мм. При чём 1,25 – М 4:1; 5мм – М 2:1.
9)  Узел координатной сетки – пересечение вертикальной и горизонтальной линии.
Узел координатной сетки – пересечение вертикальной и горизонтальной линии.
10) Технологическое поле и технологические отверстия.
10 MIN
Перечень элементов
Позиция обозначения | Наименование | Количество<
Подобные работы: |