Методы очистки промышленных газовых выбросов
ПЛАН КУРСОВОЙ РАБОТЫ:
Введение стр 3
Классификация газообразных промышленных выбросов стр 3
Очистка газов от аэрозолей стр 4
Заключение стр 12
Список литературы стр 13
До определенного этапа развития человеческого общества, в частности индустрии, в природе существовало экологическое равновесие, т.е. деятельность человека не нарушала основных природных процессов или очень незначительно влияла на них. Экологическое равновесие в природе с сохранением естественных экологических систем существовало миллионы лет и после появления человека на Земле. Так продолжалось до конца XIX в. Двадцатый век вошел в историю как век небывалого технического прогресса, бурного развития науки, промышленности, энергетики, сельского хозяйства. Одновременно как сопровождающий фактор росло и продолжает расти вредное воздействие индустриальной деятельности человека на окружающую среду. В результате происходит в значительной мере непредсказуемое изменение экосистем и всего облика планеты Земля.
В настоящее время с ростом и бурным развитием промышленности большое внимание уделяется ее экологической обоснованности, а именно проблеме очистке и утилизации отходов. В данной работе рассматривается один из видов отходов промышленности – газовые выбросы предприятий. Впервые как проблему газовые выбросы можно рассматривать на примере лондонского «смога» (от англ. smoke – дым), под которым первоначально понимали смесь сильного тумана и дыма. Такого типа смог наблюдался уже в Лондоне уже более 100 лет назад. В настоящее время это уже более широкий термин – над всеми большими и индустриально развитыми мегаполисами помимо дымотуманного смога выделяют и фотохимический смог. Если причиной смога первого типа является в основном сжигание угля и мазута, то причиной второго – выбросы автотранспорта. Конечно же, все это усугубляется некоторым кумулятивным действием большого количества примесей. Zb, при дымотуманном смоге сернистый газ дает аэрозоль серной кислоты (из ряда кислотных дождей) который, естественно, намного реактивней по своему действию.
Неудивительно, что в настоящее время пристальное внимание уделяется проблеме удаления первопричин возникновения таких нежелательных явлений, как выбросы в атмосферу. В данной работе тематика проблемы сознательно ограничена рамками промышленных газовых выбросов, так как именно промышленность является источником опасных и крайне опасных примесей и составляющих явлений типа «смога».
В газообразных промышленных выбросах вредные примеси можно разделить на две группы:
а) взвешенные частицы (аэрозоли) твердых веществ — пыль, дым; жидкостей — туман
б) газообразные и парообразные вещества.
К аэрозолям относятся взвешенные твердые частицы неорганического и органического происхождения, а также взвешенные частицы жидкости (тумана). Пыль – это дисперсная малоустойчивая система, содержащая больше крупных частиц, чем дымы и туманы. Счетная концентрация (число частиц в 1 см3) мала по сравнению с дымами и туманами. Неорганическая пыль в промышленных газовых выбросах образуется при горных разработках, переработке руд, металлов, минеральных солей и удобрений, строительных материалов, карбидов и других неорганических веществ. Промышленная пыль органического происхождения – это, например, угольная, древесная, торфяная, сланцевая, сажа и др. К дымам относятся аэродисперсные системы с малой скоростью осаждения под действием силы тяжести. Дымы образуются при сжигании топлива и его деструктивной переработке, а также в результате химических реакций, например при взаимодействии аммиака и хлороводорода, при окислении паров металлов в электрической дуге и т.д. Размеры частиц в дымах много меньше, чем в пыли и туманах, и составляют от 5 мкм до субмикронных размеров, т.е. менее 0,1 мкм. Туманы состоят из капелек жидкости, образующихся при конденсации паров или распылении жидкости. В промышленных выхлопах туманы образуются главным образом из кислоты: серной, фосфорной и др. Вторая группа – газообразные и парообразные вещества, содержащиеся в промышленных газовых выхлопах, гораздо более многочисленна. К ней относятся кислоты, галогены и галогенопроизводные, газообразные оксиды, альдегиды, кетоны, спирты, углеводороды, амины, нитросоединения, пары металлов, пиридины, меркаптаны и многие другие компоненты газообразных промышленных отходов.
В настоящее время, когда безотходная технология находится в периоде становления и полностью безотходных предприятий еще нет, основной задачей газоочистки служит доведение содержания токсичных примесей в газовых примесях до предельно допустимых концентраций (ПДК), установленных санитарными нормами. В данной таблице выборочно приведены ПДК некоторых атмосферных загрязнителей.
ВЕЩЕСТВА | ПДК, мг/м3 макс. разовая среднесуточная | |
Аммиак | 0,2 | 0,2 |
Ацетальдегид | 0,1 | 0,1 |
Ацетон | 0,35 | 0,35 |
Бензол | 1,5 | 1,5 |
Гексахлоран | 0,03 | 0,03 |
Ксилолы | 0,2 | 0,2 |
Марганец и его соединения | — | 0,01 |
Мышьяк и его соединения | — | 0,003 |
Метанол | 1,0 | 0,5 |
Нитробензол | 0,008 | 0,008 |
Оксид углерода (СО) | 3,0 | 1,0 |
Оксиды азота (в пересчете на N2O5) | 0,085 | 0,085 |
Оксиды фосфора (в пересчете на P2O5) | 0,15 | 0,05 |
Ртуть | 0,0003 | 0,0003 |
Свинец | — | 0,0007 |
Сероводород | 0,008 | 0,008 |
Сероуглерод | 0,03 | 0,005 |
Серы диоксид SO2 | 0,5 | 0,05 |
Фенол | 0,01 | 0,01 |
Формальдегид | 0,035 | 0,012 |
Фтороводород | 0,05 | 0,005 |
Хлор | 0,1 | 0,03 |
Хлороводород | 0,2 | 0,2 |
Тетрахлорид углерода | 4,0 | 2,0 |
При содержании в воздухе нескольких токсичных соединений их суммарная концентрация не должна превышать 1, т.е.
с1/ПДК1 + с2/ПДК2+ ... + с/ПДК = 1
где c1, с2, ..., сn – фактическая концентрация загрязнителей в воздухе, мг/м3;
ПДК1, ПДК2, ..., ПДКn– предельно допустимая концентрация, мг/м3.
При невозможности достигнуть ПДК очисткой иногда применяют многократное разбавление токсичных веществ или выброс газов через высокие дымовые трубы для рассеивания примесей в верхних слоях атмосферы. Теоретическое определение концентрации примесей в нижних слоях атмосферы в зависимости от высоты трубы и других факторов связано с законами турбулентной диффузии в атмосфере и пока разработано не полностью. Высоту трубы, необходимую, чтобы обеспечить ПДК токсичных веществ в нижних слоях атмосферы, на уровне дыхания, определяют по приближенным формулам, например:
![]()
где ПДВ – предельно допустимый выброс вредных примесей в атмосферу, обеспечивающий концентрацию этих веществ в приземном слое воздуха не выше ПДК, г/с; Н — высота трубы, м; V – объем газового выброса, м3/с; t –разность между температурами газового выброса и окружающего воздуха, °С; A – коэффициент, определяющий условия вертикального и горизонтального рассеивания вредных веществ в воздухе, с2/3- (ОС)1/3 (например, для района Урала А = 160); F— безразмерный коэффициент, учитывающий скорость седиментации вредных веществ в атмосфере (для Cl2, HCl, HF F = 1); т — коэффициент, учитывающий условия выхода газа из устья трубы, его определяют графически или приближенно по формуле
![]()
где wг – средняя скорость на выходе из трубы, м/с; DT — Диаметр трубы, м.
Метод достижения ПДК с помощью «высоких труб» служит лишь паллиативом, так как не предохраняет атмосферу, а лишь переносит загрязнения из одного района в другие.
В соответствии с характером вредных примесей различают методы очистки газов от аэрозолей и от газообразных и парообразных примесей. Все способы очистки газов определяются в первую очередь физико-химическими свойствами примесей, их агрегатным состоянием, дисперсностью, химическим составом и др. Разнообразие вредных примесей в промышленных газовых выбросах приводит к большому разнообразию методов очистки, применяемых реакторов и химических реагентов.
Очистка газов от аэрозолей. Методы очистки по их основному принципу можно разделить на механическую очистку, электростатическую очистку и очистку с помощью звуковой и ультразвуковой коагуляции.
Механическая очистка газов включает сухие и мокрые методы. К сухим методам относятся:
гравитационное осаждение;
инерционное и центробежное пылеулавливание;
фильтрация.
В большинстве промышленных газоочистительных установок комбинируется несколько приемов очистки от аэрозолей, причем конструкции очистных аппаратов весьма многочисленны.
Гравитационное осаждение основано на осаждении взвешенных частиц под действием силы тяжести при движении запыленного газа с малой скоростью без изменения направления потока. Процесс проводят в отстойных газоходах и пылеосадительных камерах. Для уменьшения высоты осаждения частиц в осадительных камерах установлено на расстоянии 40–100 мм множество горизонтальных полок, разбивающих газовый поток на плоские струи. Производительность осадительных камер П = SwО, где S — площадь горизонтального сечения камеры, или общая площадь полок, м2; wO — скорость осаждения частиц, м/с. Гравитационное осаждение действенно лишь для крупных частиц диаметром более 50-100 мкм, причем степень очистки составляет не .выше 40-50%. Метод пригоден лишь для предварительной, грубой очистки газов.
Инерционное осаждение основано на стремлении взвешенных частиц сохранять первоначальное направление движения при изменении направления газового потока. Среди инерционных аппаратов наиболее часто применяют жалюзийные пылеуловители с большим числом щелей (жалюзи). Газы обеспыливаются, выходя через щели и меняя при этом направление движения, скорость газа на входе в аппарат составляет 10-15 м/с. Гидравлическое сопротивление аппарата 100 - 400 Па (10 - 40 мм вод. ст.). Частицы пыли с d < 20 мкм в жалюзийных аппаратах не улавливаются. Степень очистки в зависимости от дисперсности частиц составляет 20-70%. Инерционный метод можно применять лишь для грубой очистки газа. Помимо малой эффективности недостаток этого метода – быстрое истирание или забивание щелей.
Центробежные методы очистки газов основаны на действии центробежной силы, возникающей при вращении очищаемого газового потока в очистном аппарате или при вращении частей самого аппарата. В качестве центробежных аппаратов пылеочистки применяют циклоны различных типов: батарейные циклоны, вращающиеся пылеуловители (ротоклоны) и др. Циклоны наиболее часто применяют в промышленности для осаждения твердых аэрозолей. Газовый поток подается в цилиндрическую часть циклона тангенциально, описывает спираль по направлению к дну конической части и затем устремляется вверх через турбулизованное ядро потока у оси циклона на выход. Циклоны характеризуются высокой производительностью по газу, простотой устройства, надежностью в работе. Степень очистки от пыли зависит от размеров частиц. Для циклонов высокой производительности, в частности батарейных циклонов (производительностью более 20000 м3/ч), степень очистки составляет около 90% при диаметре частиц d> 30 мкм. Для частиц с d = 530 мкм степень очистки снижается до 80%, а при d = 25 мкм она составляет менее 40%. Диаметр частиц, улавливаемых циклоном на 50%, можно определить по эмпирической формуле
где – вязкость газа, Па*с; DЦ – диаметр выходного патрубка циклонов, м; NОБ – эффективное число оборотов газа в циклоне; wг – средняя входная скорость газа, м/с; ч, г – плотность частиц и газа, кг/м3.
Гидравлическое сопротивление высокопроизводительных циклонов составляет около 1080 Па. Циклоны широко применяют при грубой и средней очистке газа от аэрозолей. Другим типом центробежного пылеуловителя служит ротоклон, состоящий из ротора и вентилятора, помещенного в осадительный кожух. Лопасти вентилятора, вращаясь, направляют пыль в канал, который ведет в приемник пыли.
Фильтрация основана на прохождении очищаемого газа через различные фильтрующие ткани (хлопок, шерсть, химические волокна, стекловолокно и др.) или через другие фильтрующие материалы (керамика, металлокерамика, пористые перегородки из пластмассы и др.). Наиболее часто для фильтрации применяют специально изготовленные волокнистые материалы — стекловолокно, шерсть или хлопок с асбестом, асбоцеллюлозу. В зависимости от фильтрующего материала различают тканевые фильтры (в том числе рукавные), волокнистые, из зернистых материалов (керамика, металлокерамика, пористые пластмассы). Тканевые фильтры, чаще всего рукавные, применяются при температуре очищаемого газа не выше 60-65°С. В зависимости от гранулометрического состава пылей и начальной запыленности степень очистки составляет 85-99%. Гидравлическое сопротивление фильтра Р около 1000 Па; расход энергии ~ 1 кВт*ч на 1000 м3 очищаемого газа. Для непрерывной очистки ткани продувают воздушными струями, которые создаются различными устройствами – соплами, расположенными против каждого рукава, движущимися наружными продувочными кольцами и др. Сейчас применяют автоматическое управление рукавными фильтрами с продувкой их импульсами сжатого воздуха.
Волокнистые фильтры, имеющие поры, равномерно распределенные между тонкими волокнами, работают с высокой эффективностью; степень очистки = 99,599,9 % при скорости фильтруемого газа 0,15-1,0 м/с и Р=5001000 Па.
На фильтрах из стекловолокнистых материалов возможна очистка агрессивных газов при температуре до 275°С. Для тонкой очистки газов при повышенных температурах применяют фильтры из керамики, тонковолокнистой ваты из нержавеющей стали, обладающие высокой прочностью и устойчивостью к переменным нагрузкам; однако их гидравлическое сопротивление велико – 1000 Па.
Фильтрация – весьма распространенный прием тонкой очистки газов. Ее преимущества – сравнительная низкая стоимость оборудования (за исключением металлокерамических фильтров) и высокая эффективность тонкой очистки. Недостатки фильтрации высокое гидравлическое сопротивление и быстрое забивание фильтрующего материала пылью.
Мокрая очистка газов от аэрозолей основана на промывке газа жидкостью (обычной водой) при возможно более развитой поверхности контакта жидкости с частицами аэрозоля и возможно более интенсивном перемешивании очищаемого газа с жидкостью. Этот универсальный метод очистки газов от частиц пыли, дыма и тумана любых размеров является наиболее распространенным приемом заключительной стадии механической очистки, в особенности для газов, подлежащих охлаждению. В аппаратах мокрой очистки применяют различные приемы развития поверхности соприкосновения жидкости и газа.
Башни с насадкой (насадочные скрубберы) отличаются простотой конструкции и эксплуатации, устойчивостью в работе, малым гидравлическим сопротивлением (Р=300800 Па) и сравнительно малым расходом энергии. В насадочном скруббере возможна очистка газов с начальной запыленностью до 5-6 г/м3. Эффективность одной ступени очистки для пылей с d> 5 мкм не превышает 70-80%. Насадка быстро забивается пылью, особенно при высокой начальной запыленности.
Орошаемые циклоны (центробежные скрубберы) применяют для очистки больших объемов газа. Они имеют сравнительно небольшое гидравлическое сопротивление – 400-850 Па. Для частиц размером 2-5 мкм степень очистки составляет ~50%. Центробежные скрубберы высокопроизводительны благодаря большой скорости газа; во входном патрубке г=1820 м/с, а в сечении скруббера г = 45 м/с.
Пенные аппараты применяют для очистки газа от аэрозолей полидисперсного состава. Интенсивный пенный режим создается на полках аппарата при линейной скорости газа в его полном сечении 1-4 м/с. Пенные газоочистители обладают высокой производительностью по газу и сравнительно небольшим гидравлическим сопротивлением (Р одной полки около 600 Па). Для частиц с диаметром d >5 мкм эффективность их улавливания на одной полке аппарата 90-99%; при d< 5 мкм = 7590%. Для повышения устанавливают двух- и трехполочные аппараты.
Скрубберы Вентури (см. рис 1) — высокоинтенсивные газоочистительные аппараты, но работающие с большим расходом энергии. Скорость газа в сужении трубы (горловине скруббера) составляет 100—200 м/с, а в некоторых установках — до 1200 м/с. При такой скорости очищаемый газ разбивает на мельчайшие капли завесу жидкости, впрыскиваемой по периметру трубы. Это приводит к интенсивному столкновению частиц аэрозоля с каплями и улавливанию частиц под действием сил инерции. Скруббер Вентури — универсальный малогабаритный аппарат, обеспечивающий улавливание тумана на 99—100%, частиц пыли с d= 0,010,35 мкм — на 50–85% и частиц пыли с d = 0,5-2 мкм — на 97%. Для аэрозолей с d = 0,3-10 мкм эффективность улавливания определяется в основном силами инерции и может быть оценена по формуле
![]()
где К – константа; L – объем жидкости, подаваемой в газ, дм3/м3;
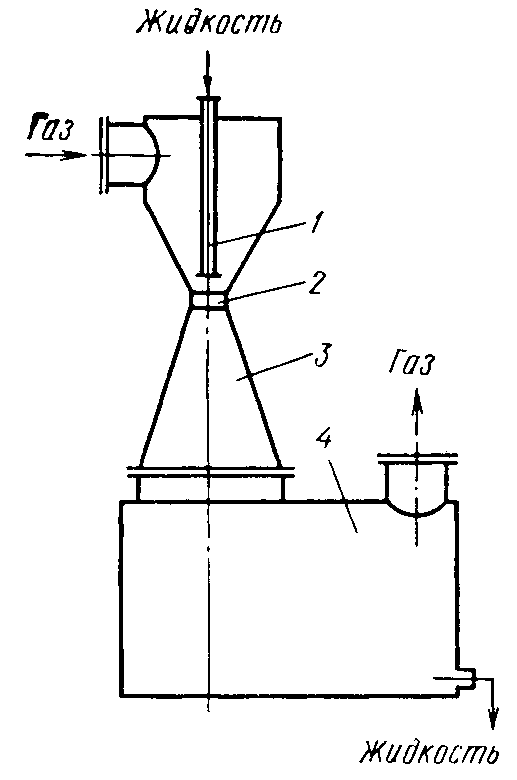
Рис 1. Реактор полного смешения – скруббер Вентури:
1 – сопло;
2 – горловина;
3 – камера смешения;
4 – разделительная камера
– инерционный параметр, отнесенный к скорости газа в горловине; при 90% является однозначной функцией перепада давления в скруббере.Главный дефект скруббера Вентури — большой расход энергии по преодолению высокого гидравлического сопротивления, которое в зависимости от скорости газа в горловине может составлять 0,002-0,013 МПа. Помимо того, аппарат не отличается надежностью в эксплуатации, управление им сложное.
Основной недостаток всех методов мокрой очистки газов от аэрозолей — это образование больших объемов жидких отходов (шлама). Таким образом, если не предусмотрены замкнутая система водооборота и утилизация всех компонентов шлама, то мокрые способы газоочистки по существу только переносят загрязнители из газовых выбросов в сточные воды, т. е. из атмосферы в водоемы.
Электростатическая очистка газов служит универсальным средством, пригодным для любых аэрозолей, включая туманы кислот, и при любых размерах частиц. Метод основан на ионизации и зарядке частиц аэрозоля при прохождении газа через электрическое поле высокого напряжения, создаваемое коронирующими электродами. Осаждение частиц происходит на заземленных осадительных электродах. Промышленные электрофильтры состоят из ряда заземленных пластин или труб, через которые пропускается очищаемый газ. Между осадительными электродами подвешены проволочные коронирующие электроды, к которым подводится напряжение 25–100 кВ. Теоретическое выражение для степени улавливания аэрозолей в трубчатых электрофильтрах имеет вид
где и – скорость дрейфа частиц к электроду; l — длина электрода; r — радиус осадительного электрода; г — скорость очищаемого газа.
Н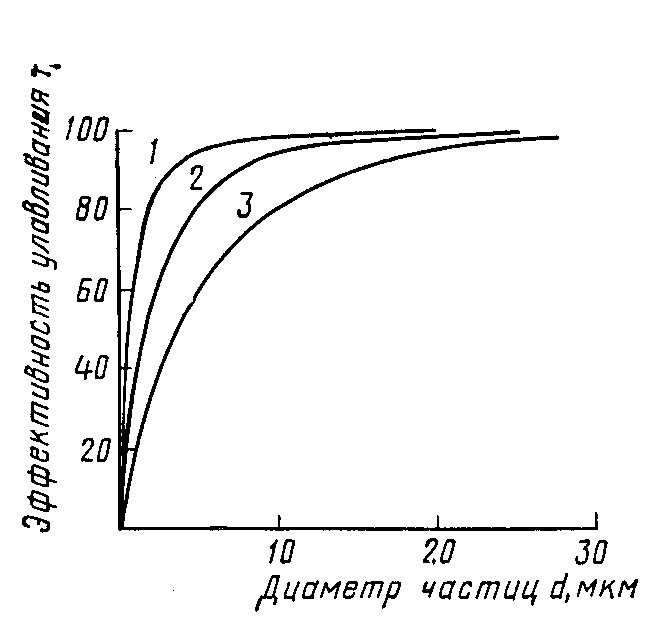
а рис. 2 приведены идеальные кривые зависимости степени улавливания аэрозолей в электрофильтре от размеров частиц. Кривые на этом рисунке отвечают разным значениям произведения рЕЕО , где р —коэффициент, для непроводящих частиц р = 1,52, для проводящих частиц р=3; Е —напряженность электрического поля; eО – критическое значение напряженности поля. Фактическая зависимость степени улавливания аэрозолей от диаметра частиц d для промышленных электрофильтров определяется экспериментально. Очистка осложнена прилипанием частиц к электроду, аномальным (пониженным) сопротивлением слоя пыли на электродах и др.
Рис 2. Кривые зависимости степени улавливания пыли в электрофильтре от размеров частиц:
1 – pEEo = 160;
2 – pEEo = 80;
3 – pEEo = 40;
При очистке от пыли сухих газов электрофильтры могут работать в широком диапазоне температур (от 20 до 500 °С) и давлений. Их гидравлическое сопротивление невелико – 100-150 Па. Степень очистки от аэрозолей – выше 90, достигая 99,9% на многопольных электрофильтрах при d > 1 мкм. Недостаток этого метода – большие затраты средств на сооружение и содержание очистных установок и значительный расход энергии на создание электрического поля. Расход электроэнергии на электростатическую очистку – 0,1-0,5 кВт на 1000 м3 очищаемого газа.
Звуковая и ультразвуковая коагуляция, а также предварительная электризация пока мало применяются в промышленности и находятся в основном в стадии разработки. Они основаны на укрупнении аэрозольных частиц, облегчающем их улавливание традиционными методами. Аппаратура звуковой коагуляции состоит из генератора звука, коагуляционной камеры и осадителя. Звуковые и ультразвуковые методы применимы для агрегирования мелкодисперсных аэрозольных частиц (тумана серной кислоты, сажи) перед их улавливанием другими методами. Начальная концентрация частиц аэрозоля для звуковой коагуляции должна быть не менее 2 г/м3 (для частиц d = l10 мкм).
К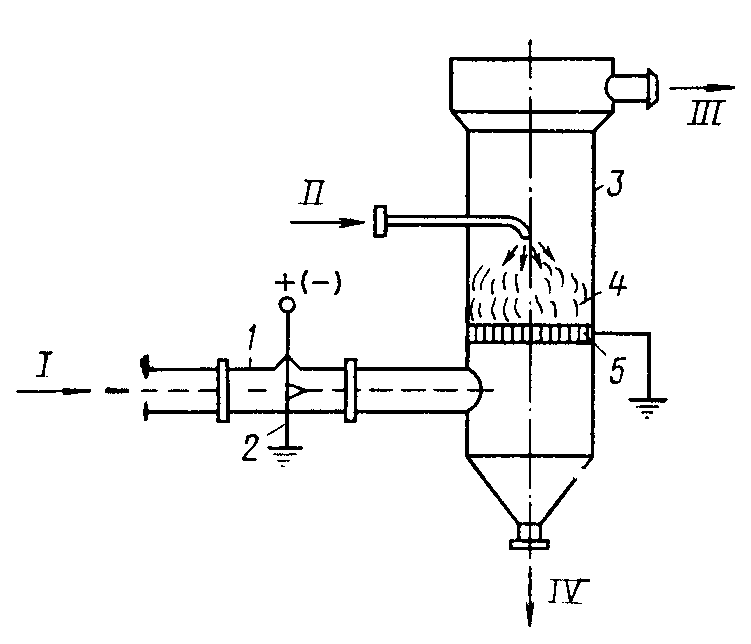
Рис 3. Схема мокрого пылеулавливания
с предварительной электризацией:
1 – камера электризации;
2 – коронирующий электрод;
3 – пенный аппарат;
4 – газожидкостный (пенный) слой;
5 – заземленная решетка;
I – очищаемый газ;
II – вода;
III – очищенный газ;
IV– слив шлама
оагуляцию аэрозолей методом предварительной электризации производят, например, пропусканием газа через электризационную камеру с коронирующими электродами, где происходит зарядка и коагуляция частиц, а затем через мокрый газоочиститель, в котором газожидкостный слой служит осадительным электродом (рис. 3). Осадительным электродом может служить пенный слой в пенных аппаратах, слой газожидкостной эмульсии в насадочных скрубберах и других мокрых газопромывателях, в которых решетки или другие соответствующие детали должны быть заземлены.Очистка газов от парообразных и газообразных примесей. Газы в промышленности обычно загрязнены вредными примесями, поэтому очистка широко применяется на заводах и предприятиях для технологических и санитарных (экологических) целей. Промышленные способы очистки газовых выбросов от газо- и парообразных токсичных примесей можно разделить на три основные группы:
абсорбция жидкостями;
адсорбция твердыми поглотителями ;
каталитическая очистка.
В меньших масштабах применяются термические методы сжигания (или дожигания) горючих загрязнений, способ химического взаимодействия примесей с сухими поглотителями и окисление примесей озоном.
Абсорбция жидкостями применяется в промышленности для извлечения из газов диоксида серы, сероводорода и других сернистых соединений, оксидов азота, паров кислот (НСl, HF, H2SO4), диоксида и оксида углерода, разнообразных органических соединений (фенол, формальдегид, летучие растворители и др.).
Абсорбционные методы служат для технологической и санитарной очистки газов. Они основаны на избирательной растворимости газо- и парообразных примесей в жидкости (физическая абсорбция) или на избирательном извлечении примесей химическими реакциями с активным компонентом поглотителя (хемосорбция). Абсорбционная очистка –непрерывный и, как правило, циклический процесс, так как поглощение примесей обычно сопровождается регенерацией поглотительного раствора и его возвращением в начале цикла очистки. При физической абсорбции (и в некоторых хемосорбционных процессах) регенерацию абсорбента проводят нагреванием и снижением давления, в результате чего происходит десорбция поглощенной газовой примеси и ее концентрированно (рис. 4).
Некоторые формулы для расчета абсорбционных и хемосорбционных процессов приведены в гл. 4. Показатели абсорбционной очистки: степень очистки (КПД) и коэффициент массопередачи k зависят от растворимости газа в абсорбенте, технологического режима в реакторе (w, Т, р) и от других факторов, например от равновесия и скорости химических реакций при хемосорбции. В хемосорбционных процессах, где в жидкой фазе происходят химические реакции, коэффициент массопередачи увеличивается по сравнению с физической абсорбцией. Большинство хемосорбционных процессов газоочистки обратимы, т. е. при повышении температуры поглотительного раствора химические соединения, образовавшиеся при хемосорбции, разлагаются с регенерацией активных компонентов поглотительного раствора и с десорбцией поглощенной из газа примеси. Этот прием положен в основу регенерации хемосорбентов в циклических системах газоочистки. Хемосорбция в особенности применима для тонкой очистки газов при сравнительно небольшой начальной концентрации примесей.
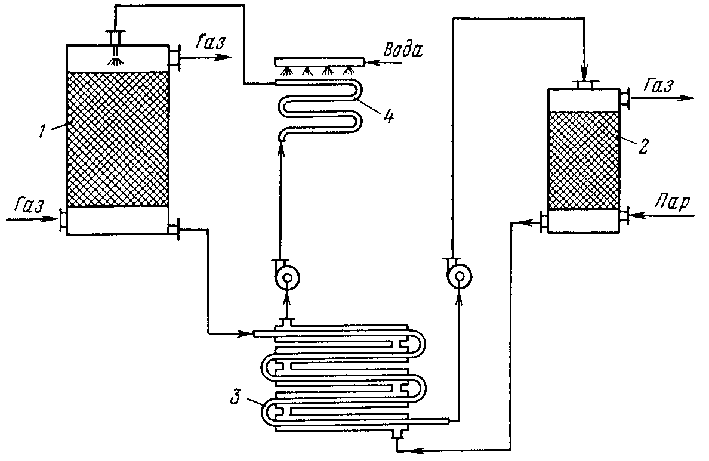
Рис.4. Схема установки для абсорбционно-десорбционного метода разделения газов:
1 — абсорбер;
2 — десорбер;
3 — теплообменник;
4 — холодильник
Абсорбенты, применяемые в промышленности, оцениваются по следующим показателям: 1) абсорбционная емкость, т. е. растворимость извлекаемого компонента в поглотителе в зависимости от температуры и давления; 2) селективность, характеризуемая соотношением растворимостей разделяемых газов и скоростей их абсорбции; 3) минимальное давление паров во избежание загрязнения очищаемого газа парами абсорбента; 4) дешевизна; 5) отсутствие коррозирующего действия на аппаратуру. В качестве абсорбентов применяют воду, растворы аммиака, едких и карбонатных щелочей, солей марганца, этаноламины, масла, суспензии гидроксида кальция, оксидов марганца и магния, сульфат магния и др.
Очистная аппаратура аналогична уже рассмотренной аппаратуре мокрого улавливания аэрозолей. Наиболее распространен насадочный скруббер, применяемый для очистки газов от диоксида серы, сероводорода, хлороводорода, хлора, оксида и диоксида углерода, фенолов и т. д. В насадочных скрубберах скорость массообменных процессов мала из-за малоинтенсивного гидродинамического режима этих реакторов, работающих при скорости газа г = 0,020,7 м/с. Объемы аппаратов поэтому велики и установки громоздки.
Для очистки выбросов от газообразных и парообразных примесей применяют и интенсивную массообменную аппаратуру — пенные аппараты, безнасадочный форсуночный абсорбер, скруббер Вентури, работающие при более высоких скоростях газа. Пенные абсорберы работают при г = 14 м/с и обеспечивают сравнительно высокую скорость абсорбционно-десорбционных процессов; их габариты в несколько раз меньше, чем насадочных скрубберов. При достаточном числе ступеней очистки (многополочный пенный аппарат) достигаются высокие показатели глубины очистки: для некоторых процессов до 99,9%. Особенно перспективны для очистки газов от аэрозолей и вредных газообразных примесей пенные аппараты со стабилизатором пенного слоя. Они сравнительно просты по конструкции и работают в режиме высокой турбулентности при линейной скорости газа до 4-5 м/с.
П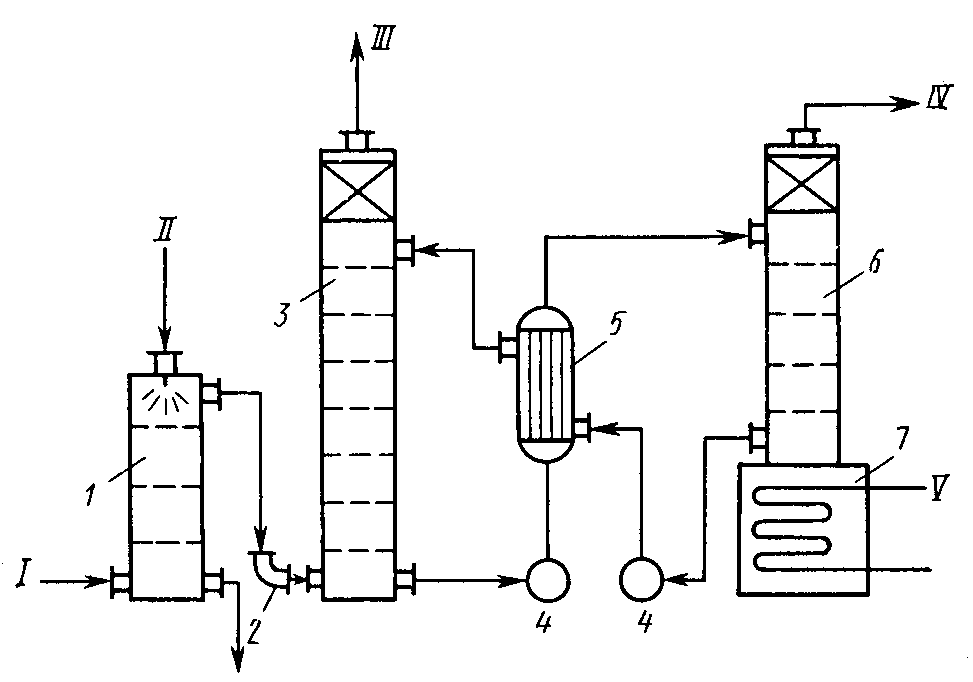
Рис.5. Схема абсорбционной очистки газов от СО2 с получением товарного диоксида углерода:
1 — холодильник;
2 — воздуходувка;
3 — пенный абсорбер;
4 — насос;
5 — теплообменник;
6 — пенный десорбер;
7 — кипятильник десорбера;
I — газ на очистку;
II — вода;
III — очищенный газ;
IV — диоксид углерода потребителю;
V — пар
римером безотходной абсорбционно-десорбционной циклической схемы может служить поглощение диоксида углерода из отходящих газов растворами моноэтаноламина с последующей регенерацией поглотителя при десорбции СОа. На рис. 5 приведена схема абсорции СО2 в пенных абсорберах; десорбция СО2 проводится также при пенном режиме. Установка безотходна, так как чистый диоксид углерода после сжижения передается потребителю в виде товарного продукта.
Абсорбционные методы характеризуются непрерывностью и универсальностью процесса, экономичностью и возможностью извлечения больших количеств примесей из газов. Недостаток этого метода в том, что насадочные скрубберы, барботажные и даже пенные аппараты обеспечивают достаточно высокую степень извлечения вредных примесей (до ПДК) и полную регенерацию поглотителей только при большом числе ступеней очистки. Поэтому технологические схемы мокрой очистки, как правило, сложны, многоступенчаты и очистные реакторы (особенно скрубберы) имеют большие объемы.
Любой процесс мокрой абсорбционной очистки выхлопных газов от газо- и парообразных примесей целесообразен только в случае его цикличности и безотходности. Но и циклические системы мокрой очистки конкурентоспособны только тогда, когда они совмещены с пылеочисткой и охлаждением газа.
Адсорбционные методы применяют для различных технологических целей — разделение парогазовых смесей на компоненты с выделением фракций, осушка газов и для санитарной очистки газовых выхлопов. В последнее время адсорбционные методы выходят на первый план как надежное средство защиты атмосферы от токсичных газообразных веществ, обеспечивающее возможность концентрирования и утилизации этих веществ.
Адсорбционные методы основаны на избирательном извлечении из парогазовой смеси определенных компонентов при помощи адсорбентов — твердых высокопористых материалов, обладающих развитой удельной поверхностью Sуд (Sуд — отношение поверхности к массе, м2/г). Промышленные адсорбенты, чаще всего применяемые в газоочистке, — это активированный уголь, силикагель, алюмогель, природные и синтетические цеолиты (молекулярные сита). Основные требования к промышленным сорбентам — высокая поглотительная способность, избирательность действия (селективность), термическая устойчивость, длительная служба без изменения структуры и свойств поверхности, возможность легкой регенерации. Чаще всего для санитарной очистки газов применяют активный уголь благодаря его высокой поглотительной способности и легкости регенерации.
Адсорбцию газовых примесей обычно ведут в полочных реакторах периодического действия без теплообменных устройств; адсорбент расположен на полках реактора. Когда необходим теплообмен (например, требуется получить при регенерации десорбат в концентрированном виде), используют адсорберы с встроенными теплообменными элементами или выполняют реактор в виде трубчатых теплообменников; адсорбент засыпан в трубки, а в межтрубном пространстве циркулирует теплоноситель.
Очищаемый газ проходит адсорбер со скоростью 0,05–0,3 м/с. После очистки адсорбер переключается на регенерацию. Адсорбционная установка, состоящая из нескольких реакторов, работает в целом непрерывно, так как одновременно одни реакторы находятся на стадии очистки, а другие — на стадиях регенерации, охлаждения и др. (рис. 6). Регенерацию проводят нагреванием, например выжиганием органических веществ, пропусканием острого или перегретого пара, воздуха, инертного газа (азота). Иногда адсорбент, потерявший активность (экранированный пылью, смолой), полностью заменяют.
Наиболее перспективны непрерывные циклические процессы адсорбционной очистки газов в реакторах с движущимся или взвешенным слоем адсорбента, которые характеризуются высокими скоростями газового потока (на порядок выше, чем в периодических реакторах), высокой производительностью по газу и интенсивностью работы (см. рис. 7).
О
бщие достоинства адсорбционных методов очистки газов:
глубокая очистка газов от токсичных примесей;
сравнительная легкость регенерации этих примесей с превращением их в товарный продукт или возвратом в производство; таким образом осуществляется принцип безотходной технологии.
Адсорбционный метод особенно рационален для удаления токсических примесей (органических соединений, паров ртути и др.), содержащихся в малых концентрациях, т. е. как завершающий этап санитарной очистки отходящих газов.
Недостатки большинства адсорбционных установок — периодичность процесса и связанная с этим малая интенсивность реакторов, высокая стоимость периодической регенерации адсорбентов. Применение непрерывных способов очистки в движущемся и кипящем слое адсорбента частично устраняет эти недостатки, но требует высокопрочных промышленных сорбентов, разработка которых для большинства процессов еще не завершена.
К
Рис. 6. Схема адсорбционной газоочистной установки:
/ — фильтр;
2, 3 — адсорберы;
4 — конденсатор;
5 — сепаратор;
/ — очищаемый газ;
// — очищенный газ;
///—водяной пар;
IV — неконденсируе.уые пары;
V—сконденсированный адсорбтив в хранилище;
VI — водный конденсат
аталитические методы очистки газов основаны на реакциях в присутствии твердых катализаторов, т. е. на закономерностях гетерогенного катализа (см. гл. 5). В результате каталитических реакций примеси, находящиеся в газе, превращаются в другие соединения, т. е. в отличие от рассмотренных методов примеси не извлекаются из газа, а трансформируются в безвредные соединения, присутствий: которых допустимо в выхлопном газе, либо в соединения, легко удаляемые из газового потока. Если образовавшиеся вещества подлежат удалению, то требуются дополнительные операции (например, извлечение жидкими или твердыми сорбентами).
Т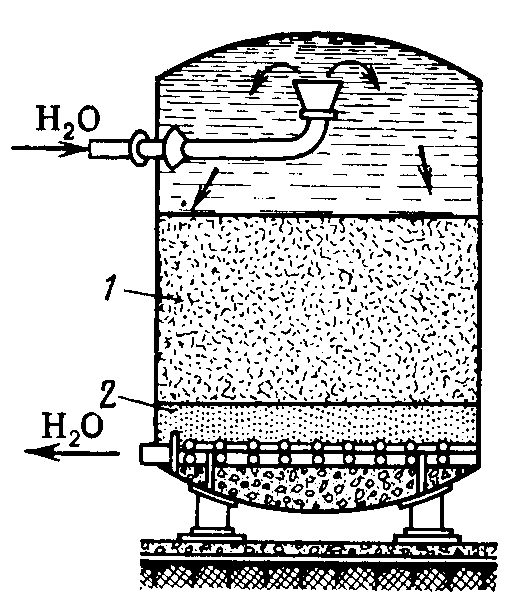
рудно провести границу между адсорбционными и каталитическими методами газоочистки, так как такие традиционные адсорбенты, как активированный уголь, цеолиты, служат активными катализаторами для многих химических реакций. Очистку газов на адсорбентах–катализаторах называют адсорбционно-каталитической. Этот прием очистки выхлопных газов весьма перспективен ввиду высокой эффективности очистки от примесей и возможности очищать большие объемы газов, содержащих малые доли примесей (например, 0,1—0,2 в объемных долях SO2). Но методы утилизации соединений, полученных при катализе, иные, чем в адсорбционных процессах.
Рис.7. Катионитовый ф