Проект участка цеха с детальной разработкой единичного технологического процесса изготовления детали Картер
| 6 |
| Введение | 7 |
| 1. Исходные данные | 10 |
| 1.1. Базовая информация | 10 |
| 1.2. Руководящая информация | 11 |
| 1.3. Справочная информация | 12 |
| 2. Обзор литературных источников | 13 |
| 3. Технологическая часть | 14 |
| 3.1 Характеристика изделия | 14 |
| 3.2. Конструктивно-технологическая характеристика детали "картер" | 15 |
| 3.3. Классификация и кодирование | 19 |
| 3.4. Анализ технологичности конструкции | 23 |
| 3.5. Определение типа производства | 31 |
| 3.6. Проектирование заготовки | 35 |
| 3.7. Анализ схем базирования | 46 |
| 3.8. Разработка технологического маршрута изготовления "картера" | 51 |
| 3.8.1. Анализ базового технологического процесса | 51 |
| 3.9. Расчет режимов резания и нормирование | 57 |
| 3.9.1. Расчет режимов резания | 57 |
| 3.9.2. Нормирование | 60 |
| 4. Конструкторская часть | 63 |
| 4.1. Описание станочного приспособления и принцип его работы | 63 |
| 4.2. Расчет приспособления | 66 |
| 4.2.1. Силовой расчет приспособления | 66 |
| 4.2.2. Точностной расчет приспособления | 69 |
| 4.3. Технологический процесс сборки и расчет размерной цепи редуктора | 70 |
 Аннотация
АннотацияМГАПИ, МТ-1
УКП Стромынка
| 5. БЕЗОПАСНОСТЬ ЖИЗНЕДЕЯТЕЛЬНОСТИ | 72 |
| 5.1. Анализ опасных и вредных факторов, возможных чрезвычайных ситуаций | 72 |
| 5.2. Разработка мероприятий, обеспечивающих снижение отрицательного влияния опасных и вредных производственных факторов и чрезвычайных ситуаций | 78 |
| 85 |
| 5.4. Расчет общего освещения механического цеха. | 88 |
| 6. ТЕХНОЛОГИЧЕСКИЕ ПАРАМЕТРЫ | 94 |
| 6.1. Определение структуры цеха и состав служб | 94 |
| 6.2. Определение расчетного объема выпуска | 96 |
| 6.3. Определение затрат времени | 97 |
| 6.4. Расчет количества оборудования и сборочных рабочих мест | 98 |
| 6.5. Рабочие основного производства | 100 |
| 6.6. Расчет общей численности работающих в цехе | 101 |
| 6.7. Выбор транспортных средств | 102 |
| 6.8. Параметры вспомогательных участков цеха | 104 |
| 6.9. Определение площадей участков и служб цеха | 105 |
| 6.10. Разработка компоновочного плана цеха | 108 |
| 6.11. Автоматизированное рабочее место (АРМ) | 109 |
6. ОРГАНИЗАЦИОННО-ЭКОНОМИЧЕСКИЙ РАЗДЕЛ | 112 |
| 7.1. Организация производственного процесса по производству детали «картер» | 112 |
| 7.1.1. Исходные данные | 112 |
 5.3. Мероприятия, обеспечивающие снижение вредного воздействия на окружающую среду
5.3. Мероприятия, обеспечивающие снижение вредного воздействия на окружающую среду| 7.1.2. Определение типа производства и обоснование формы организации производственного процесса | 113 |
| 7.1.3. Организация участка серийного производства | 115 |
| 7.2. Оценка экономической эффективности работы участка | 121 |
| 7.2.1. Определение стоимости основных фондов и амортизационных отчислений | 121 |
| 7.2.2. Определение себестоимости и цены продукции | 126 |
| 7.2.3. Определение экономической эффективности проекта и технико-экономических показателей | 134 |
| 138 |
8.1. Исследование методов отделочной и упрочняющей обработки деталей машин | 138 |
8.2. Применение устройств ППД отверстий при обработке «корпусов» | 143 |
| 8.3. Обработка отверстий ППД пружинными инструментами | 155 |
| 8.4. Применение универсальных измерительных центров в промышленности | 160 |
| Список использованный источников | 165 |
| Приложения | 168 |
Аннотация
В данной работе на основании чертежа детали и годовой программы проводится конструктивно-технологический анализ детали. Производится классификация и кодирование, а также отработка детали на технологичность. Выбирается вид исходной заготовки. Определяется тип производства.
Также мы проводим анализ схем базирования, составляем технологический маршрут и рассчитываем режимы резания и проводим нормирование данной операции.
В конструкторской части мы проектируем приспособление на одну из операций и производим его расчет.
 На основании Методических указаний МГАПИ, дипломный проект включает раздел безопасности жизнедеятельности и технико-экономический расчет.
На основании Методических указаний МГАПИ, дипломный проект включает раздел безопасности жизнедеятельности и технико-экономический расчет.
Проект включает графическую часть – 8 листов формата А1 и пояснительную записку с Приложениями и списком использованных источников из 29 наименований.
Введение
Совокупность методов и приемов изготовления машин, выработанных в течение длительного времени и используемых в определенной области производства, составляет технологию этой области. В связи с этим возникли понятия: технология литья, технология обработки давлением, технология сварки, технология механической обработки, технология сборки машин. Все эти области производства относятся к технологии машиностроения, охватывающей все этапы процесса изготовления машиностроительной продукции.
Однако под "технологией машиностроения" принято понимать научную дисциплину, изучающую преимущественно процессы механической обработки деталей и сборки машин и попутно затрагивающую вопросы выбора заготовок и методы их изготовления. Это объясняется тем, что в машиностроении заданные формы деталей с требуемой точностью и качеством их поверхностей достигаются в основном путем механической обработки, так как другие способы обработки не всегда могут обеспечить выполнение этих технических требований. В процессе механической обработки деталей машин возникает наибольшее число проблемных вопросов, связанных с необходимостью выполнения технических требований, поставленных конструкторами перед производством. Процесс механической обработки связан с эксплуатацией сложного оборудования — металлорежущих станков; трудоемкость и себестоимость механической обработки больше, чем на других этапах процесса изготовления машин.
Эти обстоятельства объясняют развитие "технологии машиностроения" как научной дисциплины в первую очередь в направлении изучения вопросов технологии механической обработки и сборки, в наибольшей мере влияющих на производительную деятельность предприятия.
Сложность процесса и физической природы явлений, связанных с механической обработкой, вызвала трудность изучения всего комплекса вопросов в пределах одной технологической дисциплины и обусловила образование нескольких таких дисциплин. Так, явления, происходящие при снятии слоев металла режущим и абразивным инструментом, изучаются в дисциплине "Учение о резании металлов"; изучение конструкций режущих инструментов и материалов для их изготовления относится к дисциплине "Режущие инструменты".
Эти специализированные технологические дисциплины сформировались раньше, чем комплексная дисциплина "Технология машиностроения".
В "Технологии машиностроения" комплексно изучаются вопросы взаимодействия станка, приспособления, режущего инструмента и обрабатываемой детали; пути построения наиболее рациональных, т. е. наиболее производительных и экономичных, технологических процессов обработки деталей машин, включая выбор оборудования и технологической оснастки; методы рационального построения технологических процессов сборки машин.
Таким образом, научная дисциплина "Технология машиностроения" изучает основы и методы производства машин, являющиеся общими для различных отраслей машиностроения.
Вопросы же, характерные для технологии производства специализированных отраслей, изучаются в специальных руководствах, таких, например, как "Технология автотракторостроения", "Технология двигателестроения", "Технология станкостроения" и т. д.
Учение о технологии машиностроения в своем развитии прошло в течение немногих лет путь от простой систематизации производственного опыта механической обработки деталей и сборки машин до создания научно обоснованных положений, разработанных на базе теоретических исследований, научно проведенных экспериментов и обобщения передового опыта машиностроительных заводов.
Технология машиностроения как научная дисциплина создана советскими учеными. Начало формирования этой дисциплины относится к тридцатым годам нашего столетия. Развитие технологии механической обработки и сборки и ее направленность обусловливаются стоящими перед машиностроительной промышленностью задачами совершенствования технологических процессов, изыскания и изучения новых методов производства, дальнейшего развития и внедрения комплексной механизации и автоматизации производственных процессов на базе достижений науки и техники, обеспечивающих наиболее высокую производительность труда при надлежащем качестве и наименьшей себестоимости выпускаемой продукции.
1. Исходные данные
1.1. Базовая информация.
Чертеж детали "картер".
Годовой объем выпуска детали Nr - 7200 шт.
Режим работы цеха - в две смены.
Планируемый интервал времени выпуска по неизменным чертежам - 2 года.
1.2. Руководящая информация.
cтандарты ЕСКД;
стандарты ЕСТПП;
стандарты ЕСТД.
1.3. Справочная информация.
При выполнении дипломного проекта была использована следующая справочная информация:
Информация о действующем техпроцессе и его техническом оснащении;
принятый на производстве вид исходной заготовки;
каталоги оборудования, оснастки;
нормативные данные по выбору заготовки, припусков, режимов резания и т. д.
2. Обзор литературных источников
Помимо рекомендованной литературы были проанализированы дополнительные литературные источники.
Дополнительно изучены для отработки детали на технологичность - Орлов Е.Н., Ершов А.А., Никифоров А.В. и др. Технология машиностроения. Методические указания. - М.: МИП, 1988. - 32 с. с ил.; для определения типа производства и выбора технологических баз - Маталин А.А. Технология машиностроения. - М.: Машиностроение, 1985 - 496 с. с ил.; для расчета припусков и режимов резания – Справочник технолога-машиностроителя. В 2-х томах. Под ред. Косиловой А.Г. и Мещерякова Р.К. - М.: Машиностроение, 1985.; для проектирования и расчета приспособления - Станочные приспособления. Справочник в 2-х т. Т. 1. Под ред. Б.Н. Вардашкина и А.А. Шатилова. - М.: Машиностроение, 984. - 592 с., ил.
Были использованы Методические пособия, разрабатываемые на кафедре МТ1 (авторы Султан-заде Н.М., Власьевнина Л.К., Орлов Е.Н., Албагачиев А.Ю. и другие).
При выполнении раздела БЖД будут изучены соответствующие учебники и справочники (авторы Еремин В.Г., Кукин П.П., Белов С.В.), Методические указания МГАПИ.
Технико-экономические расчеты будут проводиться на базе лекционных материалов и курсовой работы (руководитель Капелюш Г.С.), литературы и Методических указаний МГАПИ.
Оформление записки дипломного проекта и графической части будем производить с использованием следующих источников - Стандарт СТП МГАПИ. Проекты (работы) дипломные и курсовые – М.: МИП. 1988.- 32 с.; Сультан-заде Н.М., Жуков К.П., Зуев В.Ф. Методические указания по оформлению курсовых и дипломных проектов. – М.: МГАПИ. 2001.- 117 с.
3. Технологическая часть
3.1. Характеристика изделия.
Редуктор предназначен для передачи крутящего момента от типового двигателя на энергетическую установку. Вращение передается на цилиндрический редуктор от двигателя, через промежуточный конический редуктор. Редуктор состоит из фрикциона ведущей шестерни, ведомой шестерни, промежуточного и ведущего вала.
Фрикцион редуктора многодисковый, сухого трения, служит для гашения инерционных усилий, возникающих при резком изменении нагрузки энергетической установки.
На шлицах ведущего вала установлена зубчатая муфта через которую передается вращение от промежуточного конического редуктора на цилиндрический редуктор.
Масляная система редуктора циркуляционного типа, состоящая из насоса, сливного клапана, сапуна, указателя уровня масла, радиатора охлаждения трубопроводов, установленных на промежуточном коническом редукторе.
Привод управления редуктором состоит из рычага, концевого выключателя, профильного кулачка, через вал, вилку, сухарь, муфта включения.
Управление муфтой осуществляется рычагом, который имеет два положения. При переключении рычага в положение «работа» муфта входит в зацепление с зубчатым валиком промежуточного конического редуктора. При переключении рычага в другое положение муфта выходит из зацепления с валом промежуточного редуктора и передача вращения на цилиндрический редуктор, а следовательно и на энергетическую установку прекращается. Блокировочное устройство (концевой выключатель) исключает одновременную работу энергетической установки и коробки передач.
Обороты выходного вала – = 8000 об./мин.;
масса изделия – m = 28,5 кг;
мощность э.у. – N = 70 кВт
3.2. Конструктивно-технологическая характеристика детали «Картер»
Картера и другие корпусные детали заключают в себе или поддерживают детали машин. Картера в значительной степени определяют работоспособность и надежность машин по критериям виброустойчивости, точности работы под нагрузкой и долговечности. Основными критериями работоспособности картеров служит жесткость. Повышенные упругие перемещения в корпусник деталях приводят к неправильной работе механизма, способствует возникновению различных колебавши. Картер редуктора изображен на листе 1 графической части дипломного проекта.
Материал для картера выбирается с учетом выше указанных критериев работоспособности и технологических требований.
Основным критерием для картеров является соосность.
Перпендикулярность относительно оси.
В картеры заправляют смазку для обеспечения обильной смазки деталей редукторов.
Диаметры основных отверстий для картера являются:
посадочные отверстия под подшипники;
посадочные отверстия под ось;
посадочные отверстия под уплотнения.
Основные допуска назначаются на:
межцентровые расстояния
A1 – 116.101±0.090
A2 – 84.02±0.09
посадочные отверстая подшипников, осей и уплотнителей:
![]()
67H7±0.030
![]()
![]()
125H7(+0.040)
160H7(+0.040)
Линейные размеры:
140 II (-0,26)
90 II (-0,23).
Материал изготовления картера – АК94.
Относится к первой группе (по физико-механическим свойствам), то есть с высоким содержанием кремния).
Сплав характеризуется хорошими литейными свойствами
- хорошей текучестью
- хорошей герметичностью
- малой способностью к горячим трещинам.
Шероховатость основных поверхностей «картера» - Ra=1,6…3,2 мкм, остальных – Ra=6,3…12,5мкм
По условиям работы картер должен быть герметичным, коррозийно стойким, по возможности легким, достаточно прочным по отношению к динамическим и вибрационным нагрузкам.
С учетом выше указанных критериев работоспособности и технологических требований выбираем в качестве материала для изготовления картера сплав АК94 ГОСТ 1583-89.
Химический состав сплава марки АК94 ГОСТ 1583-89
Mg = 0,17…0,3%
Si = 6,0…10,5%
Mn = 0,25…0,5%
Fe = 0,8%
Zn = 0,3%
Pb = 0,01%
Ti = 0,15%
Таблица 3.3.1
Физические свойства сплава марки АК94 ГОСТ 1583-89
Предел прочности при растяжении в, | Предел прочности на изгиб и, МПа | Плотность , г/см2 | Относительное удлинение S | Ударная вязкость d |
| 235 | 588 | 2.5…2.7 | 3% | 0.4 |
На эскизе (рис. 3.3.1 ) представлена деталь "картер" с годовым объемом выпуска Nг = 7200 шт. и массой детали - 6 кг.
Эскиз детали «картер»
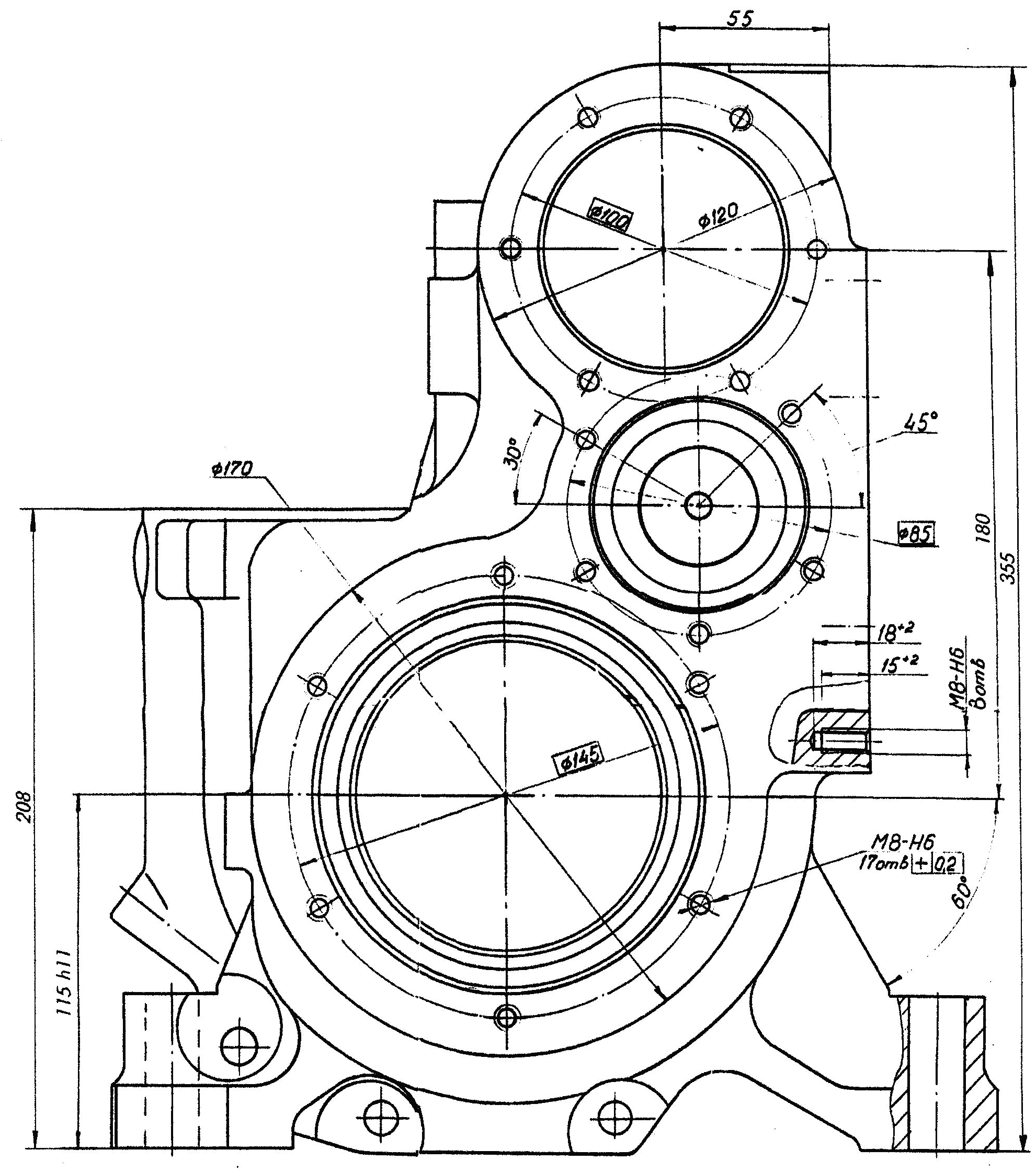
рис. 3.3.1
3.3. Классификация и кодирование.
Единая система технологической подготовки производства (ЕСТПП) устанавливает единые для всех отраслей машиностроения и приборостроения порядок и организацию ведения технологической подготовки производства. Наряду с применением типовых технологических процессов, стандартной технологической оснастки и оборудования, унифицированных средств механизации и автоматизации производственных процессов. ЕСТПП предусматривает решение большого комплекса инженерно-технических и технико-экономических задач, решаемых средствами вычислительной техники, в том числе:
- анализ состава изделия;
- технологический анализ производства;
- планирование и управление ТПП;
- проектирование технологических процессов;
- технологическое планирование площадей и оборудования;
- разработку технологических нормативов.
Осуществление этих задач, а следовательно, нормальное функционирование ЕСТПП невозможно без рационально построенной системы информационного обеспечения, позволяющей организовать связь и взаимосвязь всех элементов системы.
В настоящее время разработаны конструкторский и технологический классификаторы, которые являются носителями информационного обеспечения ЭВМ. На базе этих классификаторов осуществляется анализ конструкции детали и ее технологических признаков. На основе анализа осуществляется кодирование конструкторско-технологических признаков. Кодирование необходимо для создания на предприятии информационно-поисковой системы (ИПС) на базе ЭВМ. Информационно-поисковая система позволяет из многотысячной номенклатуры деталей предприятия выбрать детали с необходимыми конструкторско-технологическими признаками.
Подбор деталей с одинаковыми конструкторско-технологическими признаками позволяет применить групповые технологические процессы в условиях серийного и единичного производства
Для группирования деталей по их конструкторско-технологическому подобию используется конструкторско-технологический код детали, который имеет следующую структуру
ХХХХХX.XXX | ХХХХХХ.ХХХХХХХХ |
![]()
![]()
Обозначение детали по конструкторскому документу Технологический
код
детали
рис.3.3.2
Таким образом, создание полного конструкторско-технологического кода детали состоит из двух этапов:
1-й этап – классификация и кодирование конструкторских признаков детали;
2-й этап классификация и кодирование технологических признаков детали.
В качестве исходный данных для обоих этапов используются рабочие чертежи деталей, выполненные в соответствиями с требованиями ЕСКД.
таблица 3.3.2
Формирование кода конструктивных признаков детали «Картер»
| № п/п | Ступень классификации | Код | Конструктивные признаки лежащие в основе классификации | Источник информации |
| 1 | Класс | 50 | Детали общемашиностроительного применения – не тела вращения | (21) |
| 2 | Подкласс | 1 | Корпусы механизмов, приводных устройств, гидро- и пневмосистем, коробчатые детали, имеющие одно или несколько отверстий | (21) |
| 3 | Группа | 4 | Корпусы неразъёмные с установочной поверхностью, с комбинированной наружной поверхностью (призматической и криволинейной) | (21) |
| 4 | Подгруппа | 5 | Корпусы с плоской установочной поверхностью, с фиксирующими элементами, некруглыми, с параллельными установочной поверхности базовыми отверстиями | (21) |
| 5 | Вид | 8 | Несколькими параллельными, глухими и сквозными | (21) |
Конструкторский код детали «Картер»
| МГАПИ | 501458.001 |
таблица 3.3.1
Формирование постоянной части технологического кода детали
| № п/п | Признаки технологической классификации | Код | Источник информации |
| 1 | Вид исходной заготовки: отливка | 14 | Технологический классификатор; табл. 6, стр. 3 |
| 2 | Квалитет точности наружной поверхности: h11; внутренней поверхности: H6 | 2 3 | Технологический классификатор; табл. 7, стр. 4 |
| 3 | Шероховатость наружной поверхности: Ra=1,6мкм | 3 | Технологический классификатор; табл. 8, стр. 4 |
| 4 | Характеристика элементов зубчатого зацепления: без элементов зубчатого зацепления | 0 | Технологический классификатор; табл. 9, стр. 4 |
| 5 | Характеристика термообработки: без термообработки | 0 | Технологический классификатор; табл. 10, стр. 5 |
| 6 | Весовая характеристика детали: масса детали 6 кг | B | Технологический классификатор; табл. 11, стр. 5 |
Технологический код детали «картер»:
786404.1423300B
Полный конструкторско-технологический код детали «картер»:
МГАПИ 501458.001.786404.1423300B
3.4. Анализ технологичности конструкции
Рациональные конструкции машин, обеспечивающие необходимые эксплуатационные требования не могут быть созданы без учета трудоемкости и материалоемкости их изготовления.
Соответствие конструкции машин требованиям трудоемкости и материалоемкости определяют технологичность конструкции.
При объективной оценке технологичности конструкции машин, их деталей и узлов, учитывают ряд положительных факторов, определяющих технологичность конструкции.
При объективной оценке технологичности конструкции машин, их деталей и узлов, учитывают ряд положительных факторов, определяющих технологичность конструкции. К ним относится:
1. оптимальная форма детали, обеспечивающая изготовление заготовки с наименьшим припуском и наименьшим количеством обрабатываемых поверхностей;
2. наименьший вес машины
3. наименьшее количество материала, применяемого в конструкции машин
4. взаимозаменяемость деталей и узлов с оптимальным значением полей допуска
5. нормализация (стандартизация) и унификация деталей, узлов и их отдельных конструкторских элементов.
Корпус представляет собой полую коробку с взаимно-параллельными и перпендикулярными плоскостями, что позволяет применить типовой технологический процесс изготовления, так как обрабатываемые плоскости расположены параллельно, то возможно использовать многоинструментальный обрабатывающий центр с высокопроизводительными режимами резания и необходимой точностью.
Жесткость конструкции корпуса, толщина стенок позволяют обеспечить надежное базирование и закрепление при обработке и контроле,
Конструкция детали не имеет резких перепадов внутренних и наружных диаметров, неперпендикулярность осей отверстий относительно установочных поверхностей не более 0,02 мм, смещение осей отверстий от номинального расположения не более 0,02 мм.
Основные требования по технологичности конструкции деталей машиностроения излагается в литературе (5, 6).
Конструкции детали должны состоять из стандартных и унифицированных конструктивных элементов (КЭД) или быть стандартной в целом.
Детали должны изготавливаться из стандартных или унифицированных заготовок.
Размеры детали должны иметь оптимальную точность. Шероховатость поверхностей должна быть оптимальной.
Физико-химические и механические свойства материала детали, её жесткость, форма, размеры должны соответствовать требованиям технологии изготовления (включая процессы отделочно-упрочняющей обработки, нанесения антикоррозийных покрытий и т.п.), а также хранения и транспортировки.
Базовая поверхность детали должна иметь оптимальные показатели точность и шероховатости поверхности, которые обеспечивают требуемую точность установки, обработки и контроля.
Заготовки для изготовления деталей должны быть получены рациональным способом с учетом материала, заданного объема выпуска и типа производства.
Метод изготовления деталей должен обеспечивать возможность одновременного изготовления нескольких деталей.
Сопряжение поверхностей деталей различных квалитетов точности и шероховатости поверхности должны соответствовать применяемым методам и средствам обработки.
Конструкция детали должны обеспечивать возможность применения типовых и стандартных технологических процессов ее изготовления.
Отработку технологичности детали «картер» на технологичность проведем в соответствии с Методическими указаниями МГАПИ (4).
Таблица 3.4.1
Анализ технологичности конструкции детали "картер" геометрической форме и конфигурации поверхностей
№ п/п | Требования технологичности | Характеристика технологичности |
1 | Деталь должна изготавливаться из стандартных или унифицированных заготовок | Конструкция детали технологична |
2 | Свойства материала детали должны удовлетворять существующую технологию изготовления, хранения, транспортировки | Конструкция детали технологична |
3 | Конструкция детали должна обеспечить возможность применения типовых, групповых или стандартных технологических процессов | Конструкция детали технологична |
4 | Конструкция детали должна обеспечивать возможность одновременной обработки нескольких деталей | Конструкция детали технологична |
| Дополнительные требования технологичности для деталей типа "корпус" | ||
5 | Обеспечение одновременной многошпиндельной обработки отверстий с учетом их межосевого расстояния | Конструкция детали технологична |
6 | Возможность обработки плоских поверхностей и отверстий на проход инструмента | Конструкция детали технологична |
7 | Отсутствие глухих отверстий и других поверхностей, обрабатываемых с внутренней стороны корпусной детали | Конструкция детали не технологична |
8 | Отсутствие плоских поверхностей и осей отверстий, расположенных не под прямым углом | Конструкция детали не технологична |
9 | Отсутствие отверстий с резьбой малого или очень большого диаметра | Конструкция детали технологична |
продолжение таблицы 3.4.1
Дополнительные требования технологичности для деталей, обрабатываемых на станках с ЧПУ | ||
10 | Форма конструктивных элементов деталей (КЭД) - фасок, канавок, выточек и т.д. должна обеспечивать удобный подвод инструментов | Конструкция детали технологична |
11 | Всемерная унификация КЭД для сокращения времени на подготовку УП и снижению количества применяемых инструментов | Конструкция детали технологична |
| 12 | Конструкция детали должна быть удобной для позицирования и координирования на станке с ЧПУ | Конструкция детали технологична |
13 | В связи с возможным применением роботов (манипуляторов) деталь должна иметь поверхности, удобные для захвата | Конструкция детали технологична |
Вывод: по геометрической форме и конфигурации поверхности деталь "картер" имеет конструкцию, которую в целом можно признать технологичной (удовлетворяется порядка 85% основных требований по технологичности конструкции).
Таблица 3.4.2
Анализ технологичности конструкции детали "картер" по наличию стандартных или унифицированных конструктивных элементов (КЭД)
| № п/п | Наименование КЭД | Общее количество КЭД | Количество стандартных КЭД | Степень стандар-тизации, % | Приме-чания |
1 | Размеры наружных цилиндрических поверхностей | 2 | 0 | 0% | Нет |
2 | Размеры внутренних цилиндрических поверхностей | 18 | 16 | 89% | Нет |
3 | Плоские поверхности (ГОСТ 6636-69 СТ СЭВ 5 14 -77) | 14 | 13 | 93% | Нет |
4 | Радиусы закруглений (ГОСТ 10948-74) | 19 | 19 | 100% | Нет |
5 | Фаски (ГОСТ 10948-74 | 10 | 10 | 100% | Нет |
6 | Метрические резьбы | 3 | 3 | 100% | Нет |
| Итого | 66 | 61 | 92% | ||
Вывод: по наличию стандартных и унифицированных КЭД (92%) конструкцию детали "картер" можно в целом признать технологичной.
Таблица 3.4.3
Анализ технологичности конструкции детали "картер"
по точностным требованиям (СТ СЭВ 144-75, 145-75)
| № п/п | Наименование КЭД | Общее количество КЭД | Количество КЭД, обрабатываемых по следующим квалитетам точности | |||||||||||
| Высокая точность обработки (квалитеты) | Средняя точность обработки (квалитеты) | Свободные размеры (квалитеты) | ||||||||||||
6 | 7 | 8 | 9 | % | 10 | 11 | 12 | % | 13 | 14 | % | |||
1 | Наружные цилиндрические поверхности | 2 | - | - | - | - | - | - | - | - | - | - | 2 | 100 |
2 | Внутренние цилиндрические поверхности | 18 | 1 | 4 | 1 | - | 33 | - | - | - | - | - | 12 | 67 |
3 | Плоские поверхности | 14 | - | - | - | - | - | - | - | - | - | - | 14 | 100 |
4 | Радиусы закруглений | 19 | - | - | - | - | - | - | - | - | - | - | 19 | 100 |
| 5 | Фаски | 10 | - | - | - | - | - | - | - | - | - | - | 10 | 100 |
6 | Метрические резьбы | 3 | 3 | - | - | - | 100 | - | - | - | - | - | - | - |
| Итого | 66 | 4 | 4 | 1 | - | 14 | - | - | - | - | - | 57 | 86 | |
Вывод: по точностным требованиям конструкцию детали "картер" можно признать технологичной, т.к. 86% поверхностей детали обрабатываются по средней точности обработки или по свободным размерам
Таблица 3.4.4
Анализ технологичности конструкции детали "картер"
по шероховатости поверхностей (ГОСТ 2789-73)
№ п/п | Наименование КЭД | Общее кол-во КЭД | Количество КЭД, имеющих следующую шероховатость поверхностей Ra (Rz), мкм | ||||
| 80-40 | 40-20 | 2,5-1,25 | 1,25-0,63 | 0,63-0,32 | |||
| 1 | Наружные цилиндрические поверхности | 2 | 2 (100%) | - | - | - | - |
| 2 | Внутренние цилиндрические поверхности | 18 | 9 (50%) | - | - | 7 (39%) | 2 (11%) |
| 3 | Плоские поверхности | 14 | - | 11 (78%) | 3 (22%) | - | - |
| 4 | Фаски | 10 | - | 10 (100%) | - | - | - |
| 5 | Радиусы и закругления | 19 | - | 19 (100%) | - | - | - |
| 6 | Метрические резьбы | 3 | - | - | - | - | 3 (100%) |
| Итого | 66 | 11 (17%) | 40 (61%) | 3 (4%) | 7 (11%) | 5 (7%) | |
Вывод: по шероховатости поверхностей конструкцию детали "картер" можно в целом признать технологичной - 81% всех поверхностей имеют среднюю шероховатость.
Общий вывод: конструкцию детали "картер" можно в целом признать технологичной, т.к. практически удовлетворяются 86% требований технологичности конструкции.
3.5. Определение типа производства
Производственная программа машиностроительного завода содержит номенклатуру изготовляемых изделий (с указанием их типов и размеров), количество изделий каждого наименования, подлежащих выпуску в течение года, перечень и количество запасных деталей к выпускаемым изделиям.
На основании общей производственной программы завода составляется подетальная производственная программа по цехам, указывающая наименование, количество, черный и чистый вес (массу) деталей, подлежащих изготовлению и обработке в каждом данном цехе (литейном, кузнечном, механическом и др.) и проходящих обработку в нескольких цехах; составляется программа по каждому цеху и одна сводная, указывающая, какие детали и в каком количестве проходят через каждый цех.
В зависимости от размера производственной программы, характера продукции, а также технических и экономических условий осуществления производственного процесса все разнообразные производства условно делятся на три основных вида (или типа); единичное (индивидуальное), серийное и массовое. У каждого из этих видов производственный и технологический процессы имеют свои характерные особенности, и каждому из них свойственна определенная форма организации работы.
Единичным называется такое производство, при котором изделия изготовляются единичными экземплярами, разнообразными по конструкции или размерам, причем повторяемость этих изделий редка или совсем отсутствует.
Единичное производство универсально, т. е. охватывает разнохарактерные типы изделий, поэтому оно должно быть очень гибким, приспособленным к выполнению разнообразных заданий. Для этого завод должен располагать комплектом универсального оборудования, обеспечивающим изготовление изделий сравнительно широкой номенклатуры. Этот комплект оборудования должен быть подобр
Подобные работы: