История сверления
Реферат на тему:
«История сверления»
Содержание
Первые технологические операции_ - 3 -
Сверление и рассверливание - 4 -
Свёрла_ - 9 -
Обработка отверстий_ - 11 -
Зенкерование - 11 -
Развертывание - 12 -
Обеспечение качества обработки при сверлении_ - 13 -
Сверление отверстий с параллельными осями_ - 13 -
Сверление боковых отверстий_ - 13 -
Возможные дефекты просверленных отверстий_ - 13 -
Литература_ - 15 -
Первые технологические операции

Одноручное сверление с использованием микролита без рукоятки

Одноручное сверление с использованием составного орудия с рукояткой

![]() Двуручное сверление. Сверло состоит из деревянного стержня и сменного сверла
Двуручное сверление. Сверло состоит из деревянного стержня и сменного сверла
Сверло с острова Новой Гвинеи. Сверло состоит из стержня и микролита, прикрепленного с помощью жил или дранки
Технология сверления с применением абразивных порошков и трубчатых костей стала великим открытием в производстве инструментов. Под перпендикулярно срезанный торец трубчатой кости, приводимой во вращение сначала руками, а затем, с открытием лука, - тетивой лука, обернутой вокруг кости, подсыпался абразивный порошок и подавалась вода как смачивающая и охлаждающая жидкость. Эта технология позволяла выполнять сквозное сверление во всех известных материалах, включая и кремень.
Умение сверлить кремень позволило окончательно решить проблему надежного закрепления ручек в ударных инструментах - топорах, молотках и т. п. - в сквозные отверстия (так называемые всады) вставлялась и расклинивалась ручка инструмента. Применение абразивных материалов для заточки и полировки режущих лезвий каменных инструментов позволило довести их остроту до максимально возможного предела.
Из новых видов инструментов, возникших в Древнем Египте и Междуречье, нужно назвать коловорот - инструмент для сверления отверстий. Египтяне широко применяли для соединения частей деревянных изделий деревянные же гвозди, для которых требовалось сверлить огромное количество отверстий в соединяемых деталях. Египтяне ввели в употребление и деревянный молоток, т. е. молоток с головкой из дерева. Этот молоток вполне годился для работы с деревянными гвоздями. Отдельно необходимо упомянуть специализированный ювелирный инструмент, возникший при работах с золотом и серебром. Новый вид инструмента - измерительный инструмент - применялся, в основном, для землемерных работ, а также при разбивке строительных площадок под возводимые сооружения.
Сверление и рассверливание
Наиболее распространенным методом получения отверстий в сплошном материале является сверление. Движение резания при сверлении - вращательное, движение подачи - поступательное. Перед началом работы проверяют совпадение вершин переднего и
 |
заднего центров станка. Заготовку устанавливают в патрон и проверяют, чтобы ее биение (эксцентричность) относительно оси вращения не превышала припуска, снимаемого при наружном обтачивании. Проверяют биение торца заготовки, в котором будет обрабатываться отверстие, и выверяют заготовки по торцу. Перпендикулярность торца к оси вращения заготовки можно обеспечить подрезкой торца, при этом в центре заготовки можно выполнить углубление для нужного направления сверла и предотвращения его увода и поломки.
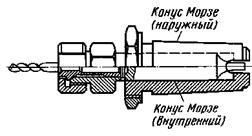
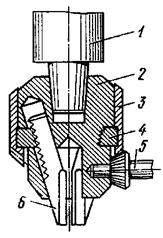
Сверла с коническими хвостовиками устанавливают непосредственно в конусное отверстие пиноли задней бабки, а если размеры конусов не совпадают, то используют переходные втулки. Для крепления сверл с цилиндрическими хвостовиками (диаметром до 16 мм) применяют сверлильные кулачковые патроны (рисунок справа, ниже), которые устанавливаются в пиноли задней бабки. Сверло закрепляется кулачками 6, которые могут сводиться и разводиться, перемещаясь в пазах корпуса 2. На концах кулачков выполнены рейки, которые находятся в зацеплении с резьбой на внутренней поверхности кольца 4.
От ключа 5, через коническую передачу приводится во вращение втулка 3 с кольцом 4, по резьбе которого кулачки 6 перемещаются вверх или вниз и одновременно в радиальном направлении. Для установки в пиноли задней бабки патроны снабжаются коническими хвостовиками 1. Перед сверлением отверстий заднюю бабку перемещают по станине на такое расстояние от обрабатываемой заготовки, чтобы сверление можно было производить на требуемую глубину при минимальном выдвижении пиноли из корпуса задней бабки.
Перед началом сверления обрабатываемая заготовка приводится во вращение. Сверло плавно (без удара) подводят вручную (вращением маховика задней бабки) к торцу заготовки и производят сверление на небольшую глубину (надсверливают). Затем отводят инструмент, останавливают заготовку и проверяют точ
 |
ность расположения отверстия.
Для того чтобы сверло не сместилось, предварительно производят центровку заготовки коротким спиральным сверлом большого диаметра или специальным центровочным сверлом с углом при вершине 90 градусов. Благодаря этому в начале сверления поперечная кромка сверла не работает, что уменьшает смещение сверла относительно оси вращения заготовки. Для замены сверла маховик задней бабки поворачивают до тех пор, пока пиноль не займет в корпусе бабки крайнее правое положение, в результате чего сверло выталкивается винтом из пиноли. Затем в пиноль устанавливают нужное сверло.
При сверлении отверстия, глубина которого больше его диаметра, сверло периодически выводят из обрабатываемого отверстия и очищают канавки сверла и отверстие заготовки от накопившейся стружки. Для уменьшения трения инструмента о стенки отверстия сверление производят с подводом смазочно-охлаждающей жидкости (СОЖ), особенно при обработке стальных и алюминиевых заготовок.
Чугунные, латунные и бронзовые заготовки можно сверлить без охлаждения. Применение СОЖ позволяет повысить скорость резания в 1,4-1,5 раза. В качестве СОЖ используются раствор эмульсии (для конструкционных сталей), компаундированные масла (для легированных сталей), раствор эмульсии и керосин (для чугуна и алюминиевых сплавов). Если на станке охлаждение не предусмотрено, то в качестве СОЖ используют смесь машинного масла с керосином. Применение СОЖ позволяет снизить осевую и тангенциальную силы резания на 10-35% при сверлении сталей, на 10-18% при сверлении чугуна и цветных сплавов и на 30-40% при сверлении алюминиевых сплавов. При сверлении на проход в момент выхода сверла из заготовки необходимо резко снизить подачу во избежание поломки сверла. Для сохранности инструмента при сверлении следует работать с максимально допустимыми скоростями резания и с минимально допустимыми подачами.
Если ось сверла совпадает с осью шпинделя токарного станка, сверло правильно заточено и жестко закреплено, то обработанное отверстие имеет минимальные погрешности. У правильно заточенного сверла работают обе режущие кромки и стружка сходит по двум спиральным канавкам. Размеры отверстия при сверлении получаются больше заданных в следующих случаях: режущие кромки сверла имеют разную длину, хотя и заточены под одинаковыми углами; режущие кромки имеют разную длину и заточены под разными углами; режущие кромки имеют равную длину, но заточены под разными углами.
При неправильно и недостаточно заточенном сверле получается косое отверстие с большой шероховатостью поверхности. При работе недостаточно заточенным (тупым) сверлом у выходной части отверстия образуются заусенцы. Неодинаковая длина режущих кромок и несимметричная их заточка, эксцентричное расположение перемычки и различная ширина ленточек вызывают защемление сверла в отверстии, что увеличивает силы трения (по мере углубления сверла в заготовку) и, как следствие, приводит к поломке инструмента. Обрабатываемое отверстие называется глубоким, если его глубина в 5 раз больше его диаметра.
При сверлении глубокого отверстия применяют длинное спиральное сверло с обычными геометрическими параметрами, которое периодически выводят из обрабатываемого отверстия для охлаждения и удаления накопившейся в канавках стружки. Для повышения производительности обработки применяют сверла с принудительным отводом стружки, осуществляемым с помощью жидкости (или воздуха), подводимой в зону резания под давлением.
 |
С увеличением глубины сверления ухудшаются условия работы сверла, ухудшается отвод теплоты, повышается трение стружки о стенки канавок инструмента, затрудняется подвод СОЖ к режущим кромкам. Поэтому если глубина сверления больше трех диаметров обрабатываемого отверстия, то скорость резания следует уменьшить.
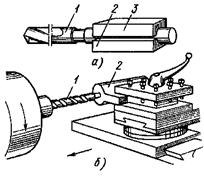
Для сверления отверстий применяют спиральные сверла, которые изготовляют из инструментальных сталей (углеродистой У12А и легированной 9ХС), из быстрорежущих сталей (Р6М5 и др.), а также из твердых сплавов (ВК6М, ВК8М и ВК10М). Для сверл из быстрорежущих сталей скорость резания v= 25-35 м/мин, для сверл из инструментальных сталей v= 12-18 м/мин, для твердосплавных сверл v= 50-70 м/мин. Причем большие значения скорости резания принимаются при увеличении диаметра сверла и уменьшении подачи. При ручной подаче сверла трудно обеспечить ее постоянное (стабильное значение). Для стабилизации подачи используют различные устройства. Для механической подачи сверла его закрепляют в резцедержателе. Сверло 1 с цилиндрическим хвостовиком, рисунок слева - а) с помощью прокладок 2 и 3 устанавливают в резцедержателе так, чтобы ось сверла совпадала с линией центров. Сверло 1 с коническим хвостовиком, рисунок слева - б) устанавливают в державке 2, которую крепят в резцедержателе.
После выверки совпадения оси сверла с линией центров суппорт со сверлом вручную подводят к торцу заготовки и обрабатывают пробное отверстие минимальной глубины, а затем включают механическую подачу суппорта. При сверлении на проход перед выходом сверла из заготовки механическую подачу значительно уменьшают или отключают и заканчивают обработку вручную. При сверлении отверстий диаметром 5-30 мм подача S=0,l-0,3 мм/об для стальных деталей и S=0,2-0,6 мм/об для чугунных деталей. Резание при сверлении имеет ряд особенностей в сравнении с резанием при точении, поскольку спиральное сверло - многолезвийный инструмент, который производит резание пятью режущими кромками (двумя главными, двумя вспомогательными и поперечной). Силы, действующие на сверло в процессе резания, показаны на рисунке справа.
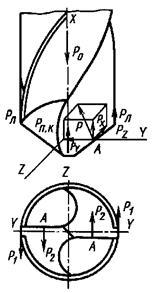 На каждую точку A режущей кромки сверла действует сила Р, которая может быть разложена на составляющие силы Рг, Ру и Рг, Действующие по осям X, Y и Z. Силы Ру на режущих кромках направлены навстречу друг другу и при симметричной заточке равны по величине, т. е. их действие на сверло равно нулю. Осевая сила, действующая вдоль сверла, Ро=2Рx+Рп.к+2Рл где Рп.к - сила, действующая на поперечную кромку сверла; Рл - сила трения ленточки сверла о стенки отверстия. Основную работу при сверлении выполняют две режущие кромки, а поперечная кромка (угол резания которой более 90 градусов) под действием осевой силы Ро сминает металл с силой Pп.к0,5Ро
На каждую точку A режущей кромки сверла действует сила Р, которая может быть разложена на составляющие силы Рг, Ру и Рг, Действующие по осям X, Y и Z. Силы Ру на режущих кромках направлены навстречу друг другу и при симметричной заточке равны по величине, т. е. их действие на сверло равно нулю. Осевая сила, действующая вдоль сверла, Ро=2Рx+Рп.к+2Рл где Рп.к - сила, действующая на поперечную кромку сверла; Рл - сила трения ленточки сверла о стенки отверстия. Основную работу при сверлении выполняют две режущие кромки, а поперечная кромка (угол резания которой более 90 градусов) под действием осевой силы Ро сминает металл с силой Pп.к0,5Ро
Суммарный момент сил резания Мс=Mz+Mп.к+Мл, где Mz=(0,8-0,9) Mc-момент, создаваемый силой Рz, Мп.к - момент, создаваемый силой Рп.к; Мл - момент, создаваемый силой Рл. При сверлении отверстий по мере износа сверла по задней поверхности осевая сила и крутящий момент увеличиваются; например, при износе задней поверхности сверла на 1 мм указанные параметры возрастают почти на 60-80%.
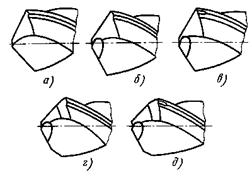 |
Для повышения эффективности работы спиральными сверлами используют такие способы, как подточка поперечной кромки, изменение угла при вершине, подточка ленточки, двойная заточка, предварительное рассверливание отверстий и др. Стандартные сверла имеют угол при вершине 118 градусов, однако для обработки более твердых материалов (и более глубоких отверстий) рекомендуется применять сверла с углом при вершине 135 градусов.
Формы заточки режущей части сверла: а) - нормальная, б) - нормальная с подточкой перемычки, в) - нормальная с подточкой перемычки и ленточки, г) - двойная с подточкой перемычки, д) - двойная с подточкой перемычки и ленточки.
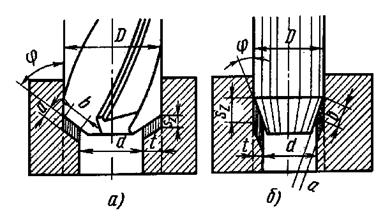
Рассверливание позволяет получить более точные отверстия и уменьшить увод сверла от оси детали. При сверлении отверстий большого диаметра (свыше 25-30 мм) усилие подачи может ока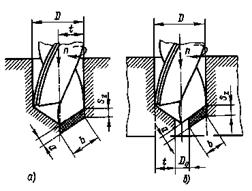 заться чрезмерно большим. Поэтому в таких случаях сверление производят в несколько приемов, т. е. отверстие рассверливают. Режимы резания при рассверливании отверстий те же, что и при сверлении. На рисунке слева элементы резания при сверлении -а) и рассверливании - б) отверстия: n - вращение сверла, Sz - подача приходящаяся на одну режущую кромку, a и b - толщина и ширина срезаемого слоя, t - припуск на сторону, D - диаметр основного отверстия, Do - диаметр предварительно просверленного отверстия.
заться чрезмерно большим. Поэтому в таких случаях сверление производят в несколько приемов, т. е. отверстие рассверливают. Режимы резания при рассверливании отверстий те же, что и при сверлении. На рисунке слева элементы резания при сверлении -а) и рассверливании - б) отверстия: n - вращение сверла, Sz - подача приходящаяся на одну режущую кромку, a и b - толщина и ширина срезаемого слоя, t - припуск на сторону, D - диаметр основного отверстия, Do - диаметр предварительно просверленного отверстия.
Сверление является одним из распространенных методов предварительной обработки отверстий на токарных станках. В зависимости от конструкции и назначения различают сверла: спиральные, перовые, для глубокого сверления, центровочные, эжекторные и др. Наибольшее распространение получили спиральные сверла (На рисунке сверла: а - спиральное с коническим хвостовиком, б - спиральное с цилиндрическим хвостовиком, в - для
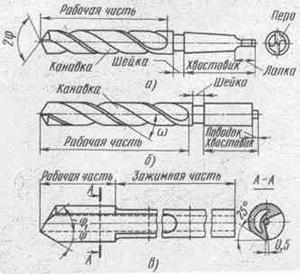 |
глубокого сверления).
Сверло имеет: две главные режущие кромки, образованные пересечением передних винтовых поверхностей канавок, по которым сходит стружка, с задними поверхностями, обращенными к поверхности резания; поперечную режущую кромку (перемычку), образованную пересечением обеих задних поверхностей; две вспомогательные режущие кромки, образованные пересечением передних поверхностей с поверхностью ленточки.
Ленточка сверла - узкая полоска на его цилиндрической поверхности, расположенная вдоль винтовой канавки и обеспечивающая направление сверла при резании. Угол наклона винтовой канавки v угол между осью сверла и касательной к винтовой линии по наружному диаметру сверла (v=20-30 градусам). Угол наклона поперечной режущей кромки (перемычки) j - острый угол между проекциями поперечной и главной режущих кромок на плоскость, перпендикулярную оси сверла (j=50-55 градусам).
Угол режущей части (угол при вершине) 2 j - угол между главными режущими кромками при вершине сверла (2 j=118 градусам). Передний угол g - угол между касательной к передней поверхности в рассматриваемой точке режущей кромки и нормалью в той же точке к поверхности вращения режущей кромки вокруг оси сверла.
По длине режущей кромки передний угол g является величиной переменной. Задний угол a - угол между касательной к задней поверхности в рассматриваемой точке режущей кромки и касательной в той же точке к окружности ее вращения вокруг оси сверла. Задний угол сверла - величина переменная: a=8-14 градусов на периферии сверла и a=20-26 градусов - ближе к центру сверла.
Элементы спирального сверла:
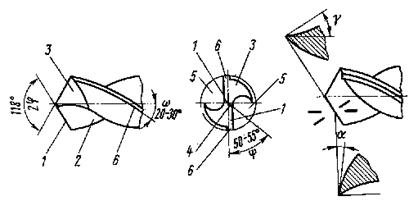
1 - режущая кромка, 2 - передняя поверхность, 3 - задняя поверхность, 4 - поперечная кромка, 5 - канавка, 6 - ленточка
Для сверления дерева, ДСП, мягких и твердых пластиков и металлов подойдет обыкновенное сверло из высокопрочной стали. Для камня, кирпича или бетона - твердосплавное сверло. У таких сверл на наконечнике напаяны пластины из твердых (тверже бетона и камня) сплавов. В качестве такового обычно используется победит - отсюда и название "победитовые сверла".
Победитовые сверла материал не режут, а крошат, поэтому для сверления стены подходят идеально, но для работы по дереву, пластику или стали не годятся. Такие сверла не режут дерево, а рвут его волокна - отверстие получается "лохматым", некрасивым и имеет больший диаметр, чем надо.
Для более твердых материалов (например, гранит) используются сверла с твердыми или средней твердости победитовыми пластинами, а для более мягких материалов (кирпич, мягкий бетон и т.п.) можно использовать сверла с мягкими или средней мягкости пластинами.
Обработка отверстийЗенкерование. Зенкером обрабатывают отверстия, предварительно штампованные, литые или просверленные. Рисунок - а). Припуск под Зенкерование (после сверления) составляет 0,5-3 мм на сторону. Зенкер выбирают в зависимости от обрабатываемого материала, вида (сквозное, ступенчатое, глухое) и диаметра отверстия и заданной точности обработки.
Зенкер имеет три и более режущие кромки, поэтому при зенкеровании снимается более тонкая стружка и получаются более точные отверстия, чем при сверлении; он прочнее сверла, благодаря чему подача при зенкеровании в 2,5-3 раза превышает подачу при сверлении.
Зенкерование может быть как предварительной (перед развертыванием), так и окончательной операцией. Кроме обработки отверстий зенкеры применяются для обработки торцовых поверхностей. Для повышения точности зенкерования (особенно при обработке литых или штампованных глубоких отверстий) рекомендуется предварительно расточить (резцом) отверстие до диаметра, равного диаметру зенкера на глубину, примерно равную половине длины рабочей части зенкера.
Для обработки высокопрочных материалов (>750 МПа) применяют зенкеры, оснащенные пластинами из твердого сплава. Скорость резания для зенкеров из быстрорежущей стали такая же, как и для сверл.
Скорость резания твердосплавных зенкеров в 2-3 раза больше, чем зенкеров из быстрорежущей стали. При обработке высокопрочных материалов и литья по корке скорость резания твердосплавных зенкеров следует уменьшать на 20-30%.
Развертывание. Для получения отверстий высокой точности и качества обрабатываемой поверхности применяют развертывание. Рисунок - б). Развертка имеет значительно больше режущих кромок, чем зенкер, поэтому при развертывании снимается более тонкая стружка и получаются более точные отверстия, чем при зенкеровании. Отверстия диаметром до 10 мм развертывают непосредственно после сверления.
Перед развертыванием отверстий большего диаметра их предварительно обрабатывают, а торец подрезают. Припуск под развертывание t=0,15-0,5 мм для черновых разверток и 0,05-0,25 мм для чистовых разверток. При работе чистовыми развертками на токарных и токарно-револьверных станках применяют качающиеся оправки, которые компенсируют несовпадение оси отверстия с осью развертки.
Для того чтобы обеспечить высокое качество обработки, сверление, зенкерование (или растачивание) и развертывание отверстия производят за одну установку заготовки в патроне станка. Подача при развертывании стальных деталей 0,5-2 мм/об, а при развертывании чугунных деталей 1-4 мм/об. Скорость резания при развертывании 6-16 м/мин. Чем больше диаметр обрабатываемого отверстия, тем меньше скорость резания при одинаковой подаче, а при увеличении подачи скорость резания снижают.
Обеспечение качества обработки при сверленииСверление отверстий с параллельными осями
В зависимости от характера производства одновременная обработка этих отверстий производится либо на многошпиндельных станках с регулируемым положением шпинделей, либо многошпиндельными головками, установленными на одно-шпиндельных станках или силовых головках агрегатного станка. При сверлении с применением многошпиндельных головок сверло направляется по кондукторным втулкам, устанавливаемым в кондукторе или в прижимной кондукторной плите. В последнем случае обрабатываемую деталь устанавливают на столе станка в приспособлении, которое ориентируется с многошпиндельной головкой при помощи направляющих колонок.
Сверление боковых отверстий
При обработке на многошпиндельных станках четырех и более отверстий, применение ручной подачи оказывается нерациональным, в виду увеличения осевых усилий и неравномерности подач. В связи с этим получили распространение специальные многопозиционные станки с пневмогидравлическим приводом. На таком станке возможна обработка деталей, имеющих радиально расположенные отверстия в различных по высоте плоскостях Переналадка станка заключается в смене кондуктора, зажимных цанг, сверл и установке сверлильных головок под соответствующим углом.
Быстрая переналадка, небольшие потери времени, совмещение машинного времени при сверлении дают возможность применять этот станок в условиях серийного и даже мелкосерийного производства.
Сверление отверстий расположенных во взаимно перпендикулярных областях.
Одновременно такие отверстия можно обрабатывать на агрегатных станках, скомпонованных из нормализованных узлов.
Возможные дефекты просверленных отверстий
1. Диаметр просверленного отверстия немного большее диаметра сверла. Причины: режущие кромки сверла неодинаковой длины. Дефект неисправим.
2. Ось отверстия не совпадает с осью детали. Причина: увод сверла в сторону в начале сверления. Дефект неисправим.
3. Диаметр отверстия больше диаметра сверла и коническое дно ступенчатое. Причина: неодинаковые длина и наклон режущих кромок и оси сверла. Дефект неисправим.
4. размеры отверстия по краям больше, чем в середине. Причина: сверло установлено выше или ниже оси центра.
5. Ось отверстия не совпадает с осью детали в конце отверстия. Причина: в материале (на пути сверления возможны раковина. Дефект неисправим.
6. Шероховатость поверхности отверстия не соответствует заданной. Причина: большая подача сверла, затупилось или неправильно заточено сверло, износ ленточек, нерегулярное удаление стружки из отверстия.
ЛитератураИнтернет-источники:
ü http://www.system.oao-ni.ru/pubpobedit.php
ü http://turner.narod.ru/dir1/sverlenie.htm
ü http://turner.narod.ru/dir1/zenkerovanie.htm
ü http://turner.narod.ru/dir1/sverlo.htm
ü http://kuem.ru/iiii.html
ü http://history.rsuh.ru/historycd/HISTORY/HTML/T3/T3-02-15.htm
С вопросами, пожеланиями и отзывами обращайтесь по адресу: mashka4@nm.ru