Литьё цветных металлов в металлические формы - кокили
Министерство образования Российской Федерации
КУБАНСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНОЛОГИЧЕСКИЙ УНИВЕРСИТЕТ
Кафедра АПП
“Литьё цветных металлов в металлические формы (кокили)”.
Выполнил: студент
Группы 01-КТ-61
Агранович Олег
Проверил: Лецик В.И.
Краснодар 2003 год.
ОГЛАВЛЕНИЕ
ОГЛАВЛЕНИЕ.. 2
СУЩНОСТЬ ПРОЦЕССА. ОСНОВНЫЕ ОПЕРАЦИИ. ОБЛАСТЬ ИСПОЛЬЗОВАНИЯ.. 3
КОКИЛИ.. 6
Общие сведения. 6
Элементы конструкции кокилей. 7
Материалы для кокилей. 9
Изготовление кокилей. 10
Стойкость кокилей и пути ее повышения. 11
ТЕХНОЛОГИЯ ЛИТЬЯ В КОКИЛЬ.. 13
Технологические режимы литья. 13
Особенности изготовления отливок из различных сплавов. 15
Отливки из алюминиевых сплавов. 16
Отливки из магниевых сплавов. 19
Отливки из медных сплавов. 20
Финишные операции и контроль отливок из цветных сплавов. 21
Дефекты отливок из цветных сплавов и меры их предупреждения. 21
СУЩНОСТЬ ПРОЦЕССА. ОСНОВНЫЕ ОПЕРАЦИИ. ОБЛАСТЬ ИСПОЛЬЗОВАНИЯ
 Кокиль (от франц. coquille) — металлическая форма, которая заполняется расплавом под действием гравитационных сил. В отличие от разовой песчаной формы кокиль может быть использован многократно. Таким образом, сущность литья в кок и ли состоит в применении металлических материалов для изготовления многократно используемых литейных форм, металлические части которых составляют их основу и формируют конфигурацию и свойства отливки.
Кокиль (от франц. coquille) — металлическая форма, которая заполняется расплавом под действием гравитационных сил. В отличие от разовой песчаной формы кокиль может быть использован многократно. Таким образом, сущность литья в кок и ли состоит в применении металлических материалов для изготовления многократно используемых литейных форм, металлические части которых составляют их основу и формируют конфигурацию и свойства отливки.
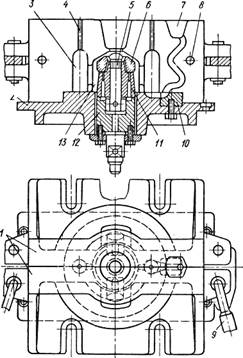
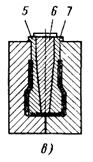
Кокиль (рис. 2.1) обычно состоит из двух полуформ 1, плиты 2, вставок 10. Полуформы взаимно центрируются штырями 8, и перед заливкой их соединяют замками 9. Размеры рабочей полости 13 кокиля больше размеров отливки на величину усадки сплава. Полости и отверстия в отливке могут быть выполнены металлическими 11 или песчаными 6 стержнями, извлекаемыми из отливки после ее затвердевания и охлаждения до заданной температуры. Расплав заливают в кокиль через литниковую систему 7, выполненную в его стенках, а питание массивных
![]() узлов отливки осуществляется из прибылей (питающих выпоров) 3. При заполнении кокиля расплавом воздух и газы удаляются из его рабочей полости через вентиляционные выпоры 4, пробки 5, каналы 12, образующие вентиляционную систему кокиля.
узлов отливки осуществляется из прибылей (питающих выпоров) 3. При заполнении кокиля расплавом воздух и газы удаляются из его рабочей полости через вентиляционные выпоры 4, пробки 5, каналы 12, образующие вентиляционную систему кокиля.
Основные элементы кокиля — полуформы, плиты, вставки, стержни т. д.— обычно изготовляют из чугуна или стали. Выше рассмотрен кокиль простой конструкции, но в практике используют кокили различных, весьма сложных конструкций.
 Основные операции технологического процесса.
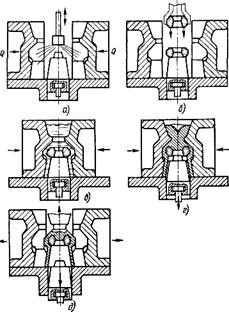
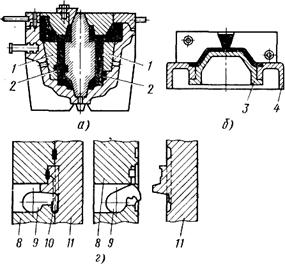
Основные операции технологического процесса.![]() Перед заливкой расплава новый кокиль подготовляют к работе: поверхность рабочей полости и разъем тщательно очищают от следов загрязнений, ржавчины, масла; проверяют легкость перемещения подвижных частей, точность их центрирования, надежность крепления. Затем на поверхность рабочей полости и металлических стержней наносят слой огнеупорного покрытия (рис. 2.2, а) — облицовки и краски. Состав облицовок и красок зависит в основном от заливаемого сплава, а их толщина — от требуемой скорости охлаждения отливки: чем толще слой огнеупорного покрытия, тем медленнее охлаждается отливка. Вместе с тем слой огнеупорного покрытия предохраняет рабочую поверхность формы от резкого повышения ее температуры при заливке, расплавления и схватывания с металлом отливки. Таким образом, облицовки и краски выполняют две функции: защищают поверхность кокиля от резкого нагрева и схватывания с отливкой и позволяют регулировать скорость охлаждения отливки, а значит, и процессы ее затвердевания, влияющие на свойства металла отливки.
Перед заливкой расплава новый кокиль подготовляют к работе: поверхность рабочей полости и разъем тщательно очищают от следов загрязнений, ржавчины, масла; проверяют легкость перемещения подвижных частей, точность их центрирования, надежность крепления. Затем на поверхность рабочей полости и металлических стержней наносят слой огнеупорного покрытия (рис. 2.2, а) — облицовки и краски. Состав облицовок и красок зависит в основном от заливаемого сплава, а их толщина — от требуемой скорости охлаждения отливки: чем толще слой огнеупорного покрытия, тем медленнее охлаждается отливка. Вместе с тем слой огнеупорного покрытия предохраняет рабочую поверхность формы от резкого повышения ее температуры при заливке, расплавления и схватывания с металлом отливки. Таким образом, облицовки и краски выполняют две функции: защищают поверхность кокиля от резкого нагрева и схватывания с отливкой и позволяют регулировать скорость охлаждения отливки, а значит, и процессы ее затвердевания, влияющие на свойства металла отливки.
Перед нанесением огнеупорного покрытия кокиль нагревают газовыми горелками или электрическими нагревателями до температуры 423—453 К. Краски наносят на кокиль обычно в виде водной суспензии через пульверизатор. Капли водной суспензии, попадая на поверхность нагретого кокиля, испаряются, а огнеупорная составляющая ровным слоем покрывает поверхность.
После нанесения огнеупорного покрытия кокиль нагревают до рабочей температуры, зависящей в основном от состава заливаемого сплава, толщины стенки отливки, ее размеров, требуемых свойств. Обычно температура нагрева кокиля перед заливкой 473—623 К. Затем в кокиль устанавливают песчаные или керамические стержни (рис. 2.2, б), если таковые необходимы для получения отливки; половины кокиля соединяют (рис. 2.2, в) и скрепляют специальными зажимами, а при установке кокиля на кокильной машине с помощью ее механизма запирания, после чего заливают расплав в кокиль. Часто в процессе затвердевания и охлаждения отливки, после того как отливка приобретет достаточную прочность, металлические стержни «подрывают», т. е. частично извлекают из отливки (рис. 2.2, г) до ее извлечения из кокиля. Это делают для того, чтобы уменьшить обжатие усаживающейся отливкой металлического стержня и обеспечить его извлечение из отливки. После охлаждения отливки до заданной температуры кокиль раскрывают, окончательно извлекают металлический стержень и удаляют отливку из кокиля (рис. 2.2, д). Из отливки выбивают песчаный стержень, обрезают литники, прибыли, выпоры, контролируют качество отливки. Затем цикл повторяется.
Перед повторением цикла осматривают рабочую поверхность кокиля, плоскость разъема. Обычно огнеупорную краску наносят на рабочую поверхность кокиля 1—2 раза в смену, изредка восстанавливая ее в местах, где она отслоилась от рабочей поверхности. После этого при необходимости, что чаще бывает при литье тонкостенных отливок или сплавов с низкой жидкотекучестью, кокиль подогревают до рабочей температуры, так как за время извлечения отливки и окраски рабочей поверхности он охлаждается. Если же отливка достаточно массивная, то, наоборот, кокиль может нагреваться ее теплотой до температуры большей, чем требуемая рабочая, и перед следующей заливкой его охлаждают. Для этого в кокиле предусматривают специальные системы охлаждения,
Как видно, процесс литья в кокиль — малооперацион-н ы и. Манипуляторные операции достаточно просты и кратковре-менны, а лимитирующей по продолжительности операцией является охлаждение отливки в форме до заданной температуры. Практически все операции могут быть выполнены механизмами машины или автоматической установки, что является существенным преимуществом способа, и, конечно, самое главное — исключается трудоемкий и материалоемкий процесс изготовления формы: Кокиль используется многократно.
Особенности формирования и качество отливок. Кокиль — металлическая форма, обладающая по сравнению с песчаной значительно большей теплопроводностью, теплоемкостью, прочностью, практически нулевыми газопроницаемостью и газотвор-. ностью. Эти свойства материала кокиля обусловливают рассмотренные ниже особенности его взаимодействия с металлом отливки.
1. Высокая эффективность теплового взаимодействия между отливкой и формой: расплав и затвердевающая отливка охлаждаются в кокиле быстрее, чем в песчаной форме, т. е. при одинаковых гидростатическом напоре и температуре заливаемого расплава заполняемость кокиля обычно хуже, чем песчаной формы. Это осложняет получение в кокилях отливок из сплавов с пониженной жидкотекучестью и ограничивает минимальную толщину стенок и размеры отливок. Вместе с тем повышенная скорость охлаждения способствует получению плотных отливок с мелкозернистой структурой, что повышает прочность и пластичность металла отливок. Однако в отливках из чугуна, получаемых в кокилях, вследствие особенностей кристаллизации часто образуются карбиды, ферритографитная эвтектика, отрицательно влияющие на свойства чугуна: снижается ударная вязкость, износостойкость, резко возрастает твердость в отбеленном поверхностном слое, что затрудняет обработку резанием таких отливок и приводит к необходимости подвергать их термической обработке (отжигу) для устранения отбела.
2. Кокиль практически неподатлив и более интенсивно препятствует усадке отливки, что затрудняет извлечение ее из формы, может вызвать появление внутренних напряжений, коробление и трещины в отливке.
Однако размеры рабочей полости кокиля могут быть выполнены значительно точнее, чем песчаной формы. При литье в кокиль отсутствуют погрешности, вызываемые расталкиванием модели, упругими и остаточными деформациями песчаной формы, снижающими точность ее рабочей полости и соответственно отливки. Поэтому отливки в кокилях получаются более точными. Точность отливок в кокилях обычно соответствует 12—15-ам квалитетам по СТ СЭВ 145—75. При этом точность по 12-му квалитету возможна для размеров, расположенных в одной части формы. Точность размеров, расположенных в двух и более частях формы, а также оформляемых подвижными частями формы, ниже. Коэффициент точности отливок по массе достигает 0,71, что обеспечивает возможность уменьшения припусков на обработку резанием.
3. Физико-химическое взаимодействие металла отливки и кокиля минимально, что способствует повышению качества поверхности отливки. Отливки в кокиль не имеют пригара. Шероховатость поверхности отливок определяется составами облицовок и красок, наносимых на поверхность рабочей полости формы, и соответствует Rz = 80-10 мкм, но может быть и меньше.
4. Кокиль практически газонепроницаем, но и газотворность его минимальна и определяется в основном составами огнеупорных покрытий, наносимых на поверхность рабочей полости. Однако газовые раковины в кокильных отливках — явление не редкое. Причины их появления различны, но в любом случае расположение отливки в форме, способ подвода расплава и вентиляционная система должны обеспечивать удаление воздуха и газов из кокиля при заливке.
Эффективность производства и область применения. Эффективность производства отливок в кокиль, как, впрочем, и других способов литья, зависит от того, насколько полно и правильно инженер-литейщик использует преимущества этого процесса, учитывает его особенности и недостатки в условиях конкретного производства.
Ниже приведены преимущества литья в кокиль на основе
производственного опыта.
1. Повышение производительности труда в результате исключения трудоемких операций смесеприготовления, формовки, очистки отливок от пригара. Поэтому использование литья в кокили, по данным различных предприятий, позволяет в 2—3 раза повысить производительность труда в литейном цехе, снизить капитальные затраты при строительстве новых цехов и реконструкции существующих за счет сокращения требуемых производственных площадей, расходов на оборудование, очистные сооружения, увеличить съем отливок с 1 м площади цеха.
2. Повышение качества отливки, обусловленное использованием металлической формы, повышение стабильности показателей качества: механических свойств, структуры, плотности, шероховатости, точности размеров отливок.
3. Устранение или уменьшение объема- вредных для здоровья работающих операций выбивки форм, очистки отливок от пригара, их обрубки, общее оздоровление и улучшение условий труда, меньшее загрязнение окружающей среды.
4. Механизация и автоматизация процесса изготовления отливки, обусловленная многократностью использования кокиля. При литье в кокиль устраняется сложный для автоматизации процесс изготовления литейной формы. Остаются лишь сборочные операции: установка стержней, соединение частей кокиля и их крепление перед заливкой, которые легко автоматизируются. Вместе с тем устраняется ряд возмущающих факторов, влияющих па качество отливок при лигье в песчаные формы, таких, как влажность, прочность, газопроницаемость формовочной смеси, что делает процесс литья в кокиль более управляемым. Для получения отливок заданного качества легче осуществить автоматическое регулирование технологических параметров процесса. Автоматизация процесса позволяет улучшить качество отливок, повысить эффективность производства, изменить характер труда литейщика-оператора, управляющего работой таких комплексов.
Литье в кокили имеет и недостатки.
1. Высокая стоимость кокиля, сложность и трудоемкость его
изготовления.
2. Ограниченная стойкость кокиля, измеряемая числом годных отливок, которые можно получить в,данном кокиле (см. табл. 2.3). От стойкости кокиля зависит экономическая эффективность процесса особенно при литье чугуна и стали, и поэтому повышение стойкости кокиля является одной из важнейших проблем технологии кокильного литья этих сплавов.
3. ложность получения отливок с поднутрениями, для выполнения которых необходимо усложнять конструкцию формы — делать дополнительные разъемы, использовать вставки, разъемные металлические или песчаные стержни.
4. Отрицательное влияние высокой интенсивности охлаждения расплава в кокиле по сравнению с песчаной формой. Это ограничивает возможность получения тонкостенных протяженных отливок, а в чугунных отливках приводит к отбелу поверхностного слоя, ухудшающему обработку резанием; вызывает необходимость термической обработки отливок.
5. Неподатливый кокиль приводит к появлению в отливках напряжений, а иногда к трещинам.
Преимущества и недостатки этого способа определяют р а-циональную область его использования: экономически целесообразно вследствие высокой стоимости кокилей применять этот способ литья только в серийном или массовом производстве. Серийность при литье чугуна должна составлять более 20 крупных , или более 400 мелких отливок в год, а при литье алюминиевых — не менее 400—700 отливок в год.
Эффективность литья в кокиль обычно определяют в сравнении с литьем в песчаные формы. Экономический эффект достигается благодаря устранению формовочной смеси, повышению качества отливок, их точности, уменьшению припусков на обработку, снижению трудоемкости очистки и обрубки отливок, механизации и автоматизации основных операций и, как следствие, повышению производительности и улучшению условий труда.
Таким образом, литье в кокиль с полным основанием следует отнести к трудо- и материалосберегающим, малооперационным и малоотходным технологическим процессам, улучшающим условия труда в литейных цехах и уменьшающим вредное воздействие на окружающую среду.
КОКИЛИОбщие сведения
В производстве используют кокили различных конструкций.
Классификация конструкций кокилей. В зависимости от расположения поверхности разъема кокили бывают: неразъемные (вытряхные); с вертикальной плоскостью разъема; с горизонтальной плоскостью разъема; со сложной (комбинированной) поверхностью разъема.
Неразъемные, или вытряхные, кокили (рис. 2.3) применяют в тех случаях, когда конструкция отливки позволяет удалить ее вместе с литниками из полости кокиля без его разъема. Обычно эти отливки имеют достаточно простую конфигурацию.
![]()
![]() Кокили с вертикальной плоскостью разъема (см. рис. 2.1) состоят из двух или более полуформ. Отливка может располагаться целиком в одной из половин кокиля, в двух половинах кокиля, одновременно в двух половинах кокиля и в нижней плите.
Кокили с вертикальной плоскостью разъема (см. рис. 2.1) состоят из двух или более полуформ. Отливка может располагаться целиком в одной из половин кокиля, в двух половинах кокиля, одновременно в двух половинах кокиля и в нижней плите.
![]() Кокили с горизонтальным разъемом (рис. 2.4) применяют преимущественно для простых по конфигурации, а также крупногабаритных отливок, а в отдельных случаях для отливок достаточно сложной конфигурации.
Кокили с горизонтальным разъемом (рис. 2.4) применяют преимущественно для простых по конфигурации, а также крупногабаритных отливок, а в отдельных случаях для отливок достаточно сложной конфигурации.
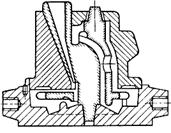
Кокили со сложной (комбинированной) поверхностью разъема (рис. 2.5) используют для изготовления отливок сложной конфигурации.
По числу рабочих полостей (гнезд), определяющих возможность одновременного, с одной заливки, изготовления того или иного количества отливок, кокили разделяют на одноместные (см. рис. 2.1) и многоместные (см. рис. 2.4).
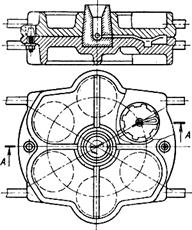
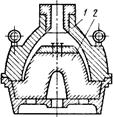
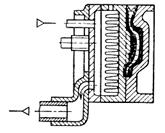
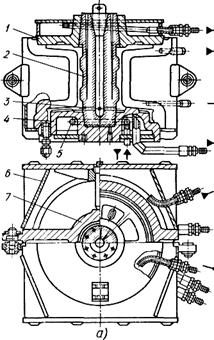
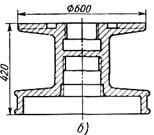
В зависимости от способа охлаждения различают кокили с воздушным (естественным и принудительным), с жидкостным (водяным, масляным) и с комбинированным (водо-воздушным и т. д.) охлаждением. Воздушное охлаждение используют для малотеплонагруженных кокилей. Водяное охлаждение используют обычно для высокотеплонагруженных кокилей, а также для повышения скорости охлаждения отливки или ее отдельных частей. На рис. 2.6 представлен кокиль с воздушным охлаждением. Ребра на стенках кокиля увеличивают поверхность соприкосновения охладителя — воздуха — с кокилем и соответственно теплоотвод. На рис. 2.7 представлен водоохлаждаемый кокиль для отливки барабана шахтной лебедки из высокопрочного чугуна. Вода подается раздельно в обе половины кокиля, нижнюю плиту и верхнюю крышку.
Элементы конструкции кокилей
Кокиль, как и любая литейная форма,— ответственный и точный инструмент. Технические требования к кокилям оговорены ГОСТом. Конструктивное исполнение основных элементов кокилей — полуформ, плит, металлических стержней, вставок — зависит от конфигурации отливки, а также от того, предназначена ли форма для установки на кокильную машину.
К основным конструктивным элементам кокилей относят:
![]()
формообразующие элементы — половины кокилей, нижние плиты (поддоны), вставки, стержни; конструктивные элементы — выталкиватели, плиты выталкивателей, запирающие механизмы, системы нагрева и охлаждения кокиля и отдельных его частей, вентиляционную систему, центрирующие штыри и втулки.
Корпус кокиля или его половины выполняют коробчатыми, с ребрами жесткости. Ребра жесткости на тыльной, нерабочей стороне кокиля делают невысокими, толщиной 0,7—0,8 толщины стенки кокиля, сопрягая их галтелями с корпусом. Толщина стенки кокиля зависит от состава заливаемого сплава и его температуры, размеров и толщины стенки отливки, материала, из которого изготовляется кокиль, конструкции кокиля. Толщина стенки кокиля должна быть достаточной, чтобы обеспечить заданный режим охлаждения отливки, достаточную жесткость кокиля и минимальное его коробление при нагреве теплотой залитого расплава, стойкость против растрескивания.
Размеры половин кокиля должны позволять размещать его на плитах кокильной машины. Для крепления на плитах машины кокиль имеет приливы.
Стержни в кокилях могут быть песчаными и металлическими.
Песчаные стержни для кокильных отливок должны обладать пониженной газотворностью и повышенной поверхностной прочностью. Первое требование обусловлено трудностями удаления газов из кокиля; второе — взаимодействием знаковых частей стержней с кокилем, в результате чего отдельные песчинки могут попасть в полость кокиля и образовать засоры в отливке. Стержневые смеси и технологические процессы изготовления песчаных стержней могут быть различными — по горячим ящикам (сплошные и оболочковые стержни), из холоднотвердеющих смесей и т. д.
В любом случае использование песчаных стержней в кокилях вызывает необходимость организации дополнительной технологической линии для изготовления стержней в кокильном цехе. Однако в конечном счете использование кокилей в комбинации с песчаными стержнями в большинстве случаев оправдывает себя экономически.
Металлические стержни применяют, когда это позволяют конструкция отливки и технологические свойства сплава. Использование металлических стержней дает возможность повысить скорость затвердевания отливки, сократить продолжительность цикла ее изготовления, в отдельных случаях повысить механические свойства и плотность (герметичность). Однако при использовании металлических стержней возрастают напряжения в отливках, увеличивается опасность появления в них трещин из-за затруднения усадки.
Металлические стержни, выполняющие наружные поверхности отливки, называют вкладышами (рис. 2.8, а). Вкладыши затрудняют механизацию и автоматизацию процесса, так как их уста-
навливают и удаляют вручную. Металлические тержни, выполняющие отверстии и полости простых очертаний (рис. 2.8, б, см. рис. 2.1.) до момента полного извлечения отливки «подрывают» для уменьшения усилия извлечения стержня. Полости более сложных очертаний выполняются разъемными (рис. 2.8, в) или поворотными (рис. 2.8, г) металлическими стержнями.
Для надежного извлечения стержней из отливки они должны иметь уклоны 1—5°, хорошие направляющие во избежание перекосов, а также надежную фиксацию в форме.
Во многих случаях металлические стержни делают водоохлаж-даемыми изнутри. Водяное охлаждение стержня обычно включают после образования в отливке прочной корочки. При охлаждении размеры стержня сокращаются так, что между ним и отливкой образуется зазор, который уменьшает усилие извлечения стержня из отливки.
![]()
 Для извлечения стержней в кокилях предусматривают винтовые, эксцентриковые, реечные, гидравлические и пневматические механизмы. Конструкции этих устройств выполняют в соответствии с действующими ГОСТами.
Для извлечения стержней в кокилях предусматривают винтовые, эксцентриковые, реечные, гидравлические и пневматические механизмы. Конструкции этих устройств выполняют в соответствии с действующими ГОСТами.
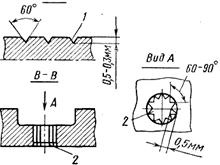
![]() Вентиляционная система должна обеспечивать направленное вытеснение воздуха из кокиля расплавом. Для выхода воздуха используют открытые выпоры, прибыли, зазоры по плоскости разъема
Вентиляционная система должна обеспечивать направленное вытеснение воздуха из кокиля расплавом. Для выхода воздуха используют открытые выпоры, прибыли, зазоры по плоскости разъема
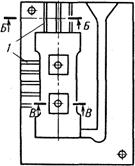
и между подвижными частями (вставками, стержнями) кокиля и специальные вентиляционные каналы: по плоскости разъема делают газоотводные каналы / (см. Б — Б на рис. 2.9), направленные по возможности вверх. В местных углублениях формы при заполнении их расплавом могут образовываться воздушные мешки (см. А — А). В этих местах в стенке кокиля устанавливают вентиляционные пробки 2. При выборе места установки вентиляционных пробок необходимо учитывать последовательность заполнения формы расплавом.
Центрирующие элементы — контрольные штыри и втулки—предназначены для точной фиксации половин кокиля при его сборке. Обычно их количество не превышает двух. Их располагают в диагонально расположенных углах кокиля.
Запирающие механизмы предназначены для предотвращения раскрытия кокиля и исключения прорыва расплава по его разъему при заполнении, а также для обеспечения точности отливок. В ручных кокилях применяют эксцентриковые, клиновые, винтовые замки и другие устройства, обеспечивающие плотное соединение частей кокиля.
Закрытие и запирание кокилей, устанавливаемых на машинах, осуществляется пневматическим или гидравлическим приводом подвижной плиты машины.
Системы нагрева и охлаждения предназначены для поддержания заданного температурного режима кокиля. Применяют электрический и газовый обогрев. Первый используется для общего нагрева кокиля, второй более удобен для общего и местного нагрева. Конструкции охлаждаемых кокилей рассмотрены выше.
Удаление отливки из кокиля осуществляется специальными механизмами. При раскрытии кокиля отливка должна оставаться в одной из его половин, желательно в подвижной, чтобы использовать ее движение для выталкивания отливки. Поэтому выполняют на одной стороне отливки меньшие, а на другой большие уклоны, специальные технологические приливы и предусматривают несимметричное расположение литниковой системы в кокиле (целиком в одной половине кокиля). При изготовлении крупных отливок должно быть обеспечено удаление отливки из обеих половин кокиля. Отливки из кокиля удаляются выталкивателями, которые располагают на неответственных поверхностях отливки или литниках равномерно по периметру отливки, чтобы не было перекоса и заклинивания ее в кокиле. Выталкиватели возвращаются в исходное положение пружинами (небольшие кокили) или контртолкателями.
Материалы для кокилей
В процессе эксплуатации в кокиле возникают значительные термические напряжения вследствие чередующихся резких нагревов при заливке и затвердевании отливки и охлаждений при раскрытии кокиля и извлечении отливки, нанесении на рабочую поверхность огнеупорного покрытия. Кроме знакопеременных термических напряжений под действием переменных температур в материале кокиля могут протекать сложные структурные изменения, химические процессы. Поэтому материалы для кокиля, особенно для его частей, непосредственно соприкасающихся с расплавом, должны хорошо противостоять термической усталости, иметь высокие механические свойства и минимальные структурные превращения при температурах эксплуатации, обладать повышенной ростоустойчивостью и окалиностойкостью, иметь минимальную диффузию отдельных элементов при циклическом воздействии температур, хорошо обрабатываться, быть недефицитными и недорогими. Производственный опыт показывает, что для рабочих стенок кокилей достаточно полно указанным требованиям отвечают приведенные ниже материалы.
| СЧ20, СЧ25 | кокили для мелких и средних отливок из алюминиевых, магниевых, медных сплавов, чугуна; кокили с воздушным и водовоздушным охлаждением |
| ВЧ42-12, ВЧ45-5 | Кокили для мелких, средних и крупных отливок из чугунов: серого, высокопрочного, ковкого; кокили с воздушным и водовоздушным охлаждением |
| Стали 10, 20, СтЗ, стали 15Л-П, 15ХМЛ | Кокили для мелких, средних, крупных и особо крупных отливок из чугуна, стали, алюминиевых, магниевых, медных сплавов |
| Медь и ее сплавы, легированные стали и сплавы с особыми свойствами | Вставки для интенсивного охлаждения отдельных частей отливок; тонкостенные водоохлаждаемые кокили; массивные металлические стержни для отливок из различных сплавов |
| АЛ9, АЛ11 | Водоохлаждаемые кокили с анодированной поверхностью для мелких отливок из алюминиевых, медных сплавов, чугуна |
Наиболее широко для изготовления кокилей применяют серый и высокопрочный чугуны марок СЧ20, СЧ25, ВЧ42-12, так как эти материалы в достаточной мере удовлетворяют основным требованиям и сравнительно дешевы. Эти чугуны должны иметь ферритно-перлитную структуру. Графит в серых чугунах должен иметь форму мелких изолированных включений. В этих чугунах не допускается присутствие свободного цементита, так как при нагревах кокиля происходит распад цементита с изменением объема материала, в результате в кокиле возникают внутренние напряжения, способствующие короблению, образованию сетки разгара, снижению его стойкости. В состав таких чугунов для повышения их стойкости вводят до 1% никеля, меди, хрома, а содержание вредных примесей серы и фосфора должно быть минимальным. Например, для изготовления кокилей с высокой тепло-нагружснностью рекомендуется (14) серый чугун следующего химического состава, мае. %: 3,0—3,2 С; 1,3—1,5 Si; 0,6—0,8 Mn; 0,7—0,9 Cu; 0,3—0,7 Ni; 0,08—0,1 Ti; до 0,12 S; до 0,1 Р.
Для изготовления кокилей используют низкоуглеродистые стали 10, 20, а также стали, легированные хромом и молибденом, например 15ХМЛ. Эти материалы обладают высокой пластичностью, поэтому хорошо сопротивляются растрескиванию при эксплуатации. Кокили для мелких отливок из чугуна и алюминиевых сплавов иногда изготовляют из алюминиевых сплавов АЛ9 и АЛ11. Такие кокили анодируют, в результате чего на их рабочей поверхности образуется тугоплавкая (температура плавления около 2273 К) износостойкая пленка окислов алюминия толщиной до 0,4 мм. Высокая теплопроводность алюминиевых стенок кокиля способствует быстрому отводу теплоты от отливки.
Таблица 2.1
Материалы для изготовления деталей кокилей
| Детали кокиля | Условия работы | Материал |
| Стержни, штыри, обратные толкатели, тяги | Соприкасаются с жидким металлом, работают на | Сталь 45 |
| Стержни, вставки, выталкиватели с резкими переходами в сечениях | истирание Оформляют глубокие полости отливок и находятся под действием высоких температур | ЗОХГС, 35ХГСА, 35ХНМ, 4Х5МФС |
| Выталкиватели | Испытывают ударные нагрузки | У8А; У10А |
| Оси, валы, эксцентрики | Работают на истирание | Сталь 25* |
Подобные работы: