Исследование горячеломкости литейных сплавов на основе систем Al-Si, Al-Cu, Al-Si-Cu
ОГЛАВЛЕНИЕ
Введение……………………………………………………………………..3
Глава 1. Обзор литературы
1.1. Влияние состава и структуры на горячеломкость
при литье сплавов…………………………………………………………...5
1.1.1. Влияние формы и размеров зерен на горячеломкость……………..5
1.1.2. Влияние газосодержания сплавов на горячеломкость……………..9
1.1.3. Влияние состава сплавов на горячеломкость……………………...12
1.1.4. Влияние зональной ликвации на горячеломкость…………………17
1.1.5. Влияние примесей на горячеломкость……………………………...17
1.2. Пути снижения горячеломкости сплавов…………………………...19
1.2.1. Первый путь снижения горячеломкости –
выбор оптимального состава……………………………………………….19
1.2.2. Второй способ снижения горячеломкости –
регулирование содержания основных компонентов………………………23
1.2.3. Третий путь снижения горячеломкости –
регулирование содержания примесей в сплаве…………………………….23
1.2.4. Четвёртый путь снижения горячеломкости –
введение в сплав малых технологических добавок………………………..23
1.3. Литейные пробы на горячеломкость………………………………...26
1.3.1. Первая группа проб……………………………………………………26
1.3.1.1 Стандартная кольцевая проба на горячеломкость………………….30
1.3.2. Вторая группа проб…………………………………………………….30
1.3.3. Третья группа проб…………………………………………………….32
1.4. Характеристика некоторых алюминиевых сплавов…………………37
1.4.1. Сплавы на основе алюминий-кремний……………………………….37
1.4.2. Сплавы на основе алюминий-медь……………………………………39
1.4.3. Сплавы на основе алюминий-кремний-медь…………………………41
Глава 2. Экспериментальная часть
2.1. Методика приготовления опытных сплавов……………………………43
2.2. Исследование горячеломкости сплавов систем Al-Si,
Al-Cu, Al-Si-Cu по показаниям технологических проб……….…………….43
2.3. Методика проведения дифференциального термического
анализа исследуемых сплавов………………………………………………...51
2.4. Анализ параметров кристаллизационного процесса……………………54
Вывод…………………………………………………………………………..57
Литература……….……………………………………………………………58
ВВЕДЕНИЕ
Развитие современной науки и техники показало, что важной составляющей технологического производства являются качественные показатели получаемой продукции. Приоритетными направлениями являются: увеличение прочности, увеличение диапазона рабочих температур, увеличение срока службы материалов. В данной работе будет рассмотрено и исследовано явление, которое напрямую связано с прочностными показателями получаемых в производственном процессе материалов. Речь идёт о явлении горячеломкости металлов и сплавов.
Горячеломкость – склонность металлов и сплавов к хрупкому межкристаллитному разрушению при наличии жидкой фазы по границам зёрен. Такое разрушение широко распространено при литье и сварке; оно встречается также при горячей обработке давлением, термической обработке и эксплуатации изделий при повышенных температурах.
Все металлы и сплавы в той или иной степени горячеломки. Хорошо известная красноломкость сталей и никелевых сплавов, обусловленная оплавлением сульфидной эвтектики, является частным случаем горячеломкости при горячей обработке давлением. При термической обработке сплавов горячеломкость проявляется в образовании закалочных трещин из-за оплавления границ зёрен при пережоге. Незначительные примеси металлов, образующие легкоплавкие эвтектики по границам зёрен, снижают жаропрочность и термостойкость легированных сталей, никелевых и других сплавов и могут привести к хрупкому межкристаллитному разрушению изделий во время эксплуатации при повышенных температурах.
При литье и сварке горячеломкость сплава проявляется в образовании так называемых «горячих» трещин в слитках, фасонных отливках и сварных швах. Горячие трещины – один из наиболее распространённых и трудно устранимых видов брака. Если оплавление границ зёрен при горячей обработке давлением, термообработке и эксплуатации изделий можно более или менее легко предотвратить, очищая метал от легкоплавких примесей, вводя в него малые добавки для связывания этих примесей в тугоплавкие соединения или, наконец, просто ограничивая температуру нагрева точкой солидуса границ зёрен, то при литье и сварке плавлением переход через интервал кристаллизации всегда неизбежен. Поэтому горячеломкость чаще всего проявляется в двух последних процессах.
Проблема горячих трещин приобрела особенно большую остроту в связи с развитием производства новых высокопрочных и жаропрочных сплавов, так как области составов на диаграммах состояния, соответствующие максимальной прочности и жаропрочности, часто совпадают с областью составов наиболее горячеломких сплавов. Причём брак по горячим трещинам чаще возникает при наиболее прогрессивных видах литья: непрерывном литье слитков и отливке деталей в постоянные формы.
Резко выраженная горячеломкость сплавов при литье и сварке сильно осложняет, а часто делает и практически невозможным внедрение в серийное производство новых сплавов с ценными эксплуатационными свойствами. В связи с этим необходим такой научно обоснованный подход к разработке новых и улучшению существующих сплавов, при котором наряду с получением высокой прочности, жаропрочности и других эксплуатационных свойств обеспечивалась бы высокая сопротивляемость сплавов образованию горячих трещин.
Как будет показано ниже, горячие трещины при литье большинства промышленных цветных сплавов являются кристаллизационными – они зарождаются и развиваются в «эффективном» интервале кристаллизации. В этом интервале кристаллиты образуют каркас с распределённой внутри него жидкой фазой, и сплав обладает основным свойством твёрдого тела сохранять ранее приданную ему форму. Такое состояние сплавов было условно названо твёрдо-жидким. Выше некоторой температуре в интервале кристаллизации жидкая фаза полностью отделяет друг от друга кристаллиты, и сплав обладает основным свойством жидкого тела – повышенной текучестью. Это состояние сплава в отличие от предыдущего, было условно названо жидко-твёрдым.
Противоречивость проблемы горячих трещин обусловлено главным образом тем, что горячеломкость – свойство технологическое и, как всякое технологическое свойство, оно является комплексным, сложносоставным, зависящим от протекания в металле одновременно нескольких «элементарных» процессов. Любая технологическая проба на горячеломкость, как бы хорошо она не была приспособлена к условиям конкретной производственной задачи, не может в чистом виде выявить те элементарные процессы и соответственно те «составные» свойства сплава, комплекс которых определяет его горячеломкость. Для определения свойств сплава, находящегося в твёрдо-жидком состоянии, обычно непригодны методики и установки, используемые для изучения сплавов в твёрдом или жидком состоянии. Необходимо применять методики и приборы, специально предназначенные для изучения тех свойств сплава в твёрдо-жидком состоянии, совокупность которых определяет его горячеломкость.
На склонность сплава к образованию кристаллизационных трещин, как и склонность к любому другому разрушению, решающее влияние должны оказывать механические свойства в температурном интервале образования этих трещин. Поэтому при анализе горячеломкости основное внимание необходимо обратить на изучение механических свойств и закономерности пластической деформации и разрушения сплавов в твёрдо-жидком состоянии. Но анализ горячеломкости, в общем случае, нельзя свести к изучению только механических свойств: горячеломкость, проявляющаяся при литье и сварке, зависит так же от термического сжатия, линейной усадки в интервале кристаллизации.
ГЛАВА 1. ОБЗОР ЛИТЕРАТУРЫ
1.1. ВЛИЯНИЕ СОСТАВА И СТРУКТУРЫ НА ГОРЯЧЕЛОМКОСТЬ ПРИ ЛИТЬЕ СПЛАВОВ
1.1.1. Влияние формы и размеров зерен на горячеломкость
Измельчение зерна – это один из хорошо известных способов устранения брака по горячим трещинам в слитках, фасонных отливках и сварных швах. Уменьшение размеров зёрен и особенно переход от столбчатой структуры к равноосной в литом сплаве, во-первых, сужают температурный интервал хрупкости и повышают относительное удлинение в нём, а, во-вторых, снижают температуру начала линейной усадки в эффективном интервале кристаллизации. Повышение относительного удлинения и уменьшение линейной усадки при измельчении зерна действуют в одном направлении: оба эти фактора, усиливая друг друга, увеличивают запас пластичности сплава в твёрдо-жидком состоянии и тем самым снижают горячеломкость.
Влияние формы и размеров зерна на горячеломкость в чистом виде не всегда можно выявить, так как одновременно с их изменением под воздействием тех или иных факторов может измениться и микростроение границ зёрен, а также интервал кристаллизации, темп кристаллизации и газосодержание.
Наиболее просто выявление формы и размеров зёрен на горячеломкость выявляется при изменении перегрева расплава. С увеличением перегрева расплава зерно укрупняется и равноосная структура стремится перейти в столбчатую, в результате чего запас пластичности в твёрдо-жидком состоянии снижается, а горячеломкость возрастает (рисунок 1).
Увеличение продолжительности выстаивания расплава также может привести к значительному укрупнению зерна и усилению горячеломкости. Увеличение продолжительности выстаивания в электропечи с 20 минут до 10 часов укрупнило зерно и привело к появлению трещин в слитке полунепрерывного литья из сплава АК6. Испытания на разрыв образцов, вырезанных из слитков, выявили сильное снижение удлинения в твёрдо-
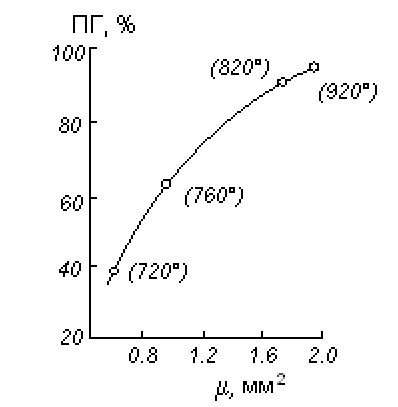
Рис.1 Зависимость показателя горячеломкости (ПГ) сплава алюминия с 4% Cu от размера зерна ( m ) при разном перегреве расплава.
жидком состоянии и расширения интервала хрупкости при выстаивании расплава. Усиление горячеломкости при увеличении продолжительности выстаивания расплава иногда связывают с повышением газосодержания. Но, во-первых, опыты показывают, что в зависимости от природы сплава, его исходного газосодержания и атмосферы печи выстаивание может не только повысить, но и повысить газосодержание. Именно это наблюдалось в только что упомянутом примере со сплавом АК6. Опыты проводились в цеховых условиях. Шихта состояла из отходов прессового цеха, загрязнённых маслом, и свежерасплавленный металл имел повышенное газосодержание. Десятичасовое выстаивание расплава понизило содержание водорода с 0.30 до 0.19 см3 /100 г, увеличило плотность слитков с 2.786 до 2.797 и уменьшило среднюю толщину границ зёрен на поверхности проб, отлитых на зеркальную плиту, с 6.8 до 4.6 мкм. Во-вторых, если газосодержание и повышается, то горячеломкость должна падать, а не расти. Так как обычно горячеломкость при увеличении продолжительности выстаивания возрастает, то это означает, что или выстаивание понижает газосодержание, или же выстаивание повышает газосодержание, но благоприятное влияние этого фактора на горячеломкость перекрывается отрицательным действием укрупнения структуры.
Из-за неизбежных колебаний температуры расплава, разного содержания примесей и неконтролируемых включений и по другим причинам в разных плавках одного сплава получается различная структура. Горячеломкость многих сплавов чутко реагирует на колебания размера зерна, получаемые в разных плавках (рисунок 2).
Получение мелкозернистой структуры для снижения горячеломкости часто достигается модифицированием сплава малыми добавками, например введением титана в алюминиевые сплавы. Следует заметить также, что введение модификатора может не только измельчить зерно, но и изменить количество и характер распределения жидкой фазы по границам зёрен, а последний фактор иногда оказывает решающее и не обязательно благоприятное влияние на горячеломкость.
Снижение горячеломкости при вибрации в период кристаллизации частично происходит благодаря измельчению зерна, однако удельный вес этого фактора трудно установить, так как вибрация одновременно усиливает залечивание трещин.
На размер зерна, как известно, сильное влияние оказывают примеси и легирующие элементы. Отливки из чистых металлов обычно имеют столбчатую структуру, а при повышении содержания примесей и легирующих элементов зерно чаще всего измельчается. Но при этом, как правило, сильно изменяется структура границ зерен, и роль размера зерна становится второстепенной.
Получение устойчивой мелкозернистой структуры путём снижения температуры расплава, ограничения продолжительности его выстаивания и введения модификаторов является весьма простым и хорошо
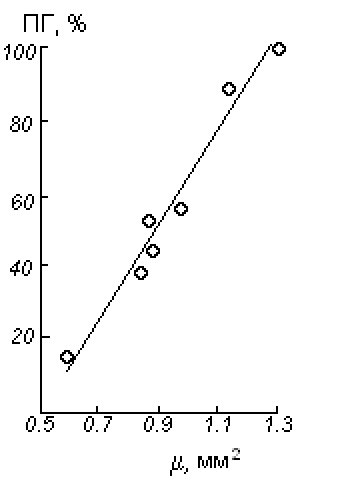
Рис.2 Зависимость показателя горячеломкости (ПГ) сплава меди с 3% Sn и 0.5% Fe от размера зерна (m ), полученного в разных плавках.
зарекомендовавшим себя на практике способом снижения горячеломкости. Однако следует заметить, что измельчение зерна не всегда помогает устранить брак по кристаллизационным трещинам в производственных условиях. Так, например, при полунепрерывном литье слитков благоприятное действие измельчения зерна проявляется преимущественно на алюминиевых сплавах со средней и низкой горячеломкостью.
1.1.2. Влияние газосодержания сплавов на горячеломкость
Имеющийся производственный опыт не позволяет сделать строгих выводов о влиянии газосодержания расплава на горячеломкость, так как в цеховых условиях при фасонном и заготовительном литье цветных сплавов контроль газосодержания обычно не производят. Кроме того, одновременно с изменением содержания газа могут изменяться другие факторы, влияющие на горячеломкость и не всегда учитываемые. Представления металлургов о влиянии газосодержания на горячеломкость чаще основываются не на систематических исследованиях, а на традиционном отношении к газу как к вредному компоненту в сплаве. Это является одной из причин распространённого убеждения, что газ, попадающий в расплав, усиливает горячеломкость. Вместе с тем отдельные исследования говорят об обратном.
Исследования проводили на алюминиевых сплавах марок B95, Д16 и АМц, техническом алюминии марки А00 и двойных сплавах алюминия с медью и кремнием. Газосодержание расплава определяли приближённо, по методу Дардела, основанному на регистрации остаточного давления, при котором в вакуумной установке на поверхности жидкой пробы под лупой при увеличении в 5 раз появляется первый газовый пузырёк. Можно считать что из алюминиевого под вакуумом выделялся только водород, содержание которого определяли по номограмме.
Сразу же, после измерения газосодержания, из свежерасплавленного металла под температурой 720-740° отбирали мерную порцию для определения горячеломкости по кольцевой пробе. Диаметр стального стержня кокиля подбирали для каждого сплава так, чтобы можно было установить, в каком направлении изменяется горячеломкость при введении газа в расплав. Затем из исходного металла отбирали порцию расплава, которую обрабатывали водяным паром в отдельном тигле, находящемся в другой печи. Проходя через алюминиевый расплав, водяные пары разлагались, и расплав обогащался водородом. Из обработанного водяным паром расплава отбирались по одной пробе на газосодержание и на горячеломкость. После этого повторно отбирали пробы на газосодержание и на горячеломкость из остатка исходного расплава, не обработанного паром; затем вновь отбирали порцию расплава для обработки паром и т. д. Средние результаты по 10-12 чередующимся пробам из исходного и обработанного паром расплавов представлены в таблице 1. После обработки водяным паром
горячеломкость сплавов В95, Al с 4.5% Cu и Al с 0.8% Si резко уменьшилась, у дюралюмина Д16 слабо снизилась, а у сплава АМц и алюминия марки А00 практически не изменилась. Ни у одного из исследованных сплавов не было обнаружено даже намёка на усиление горячеломкости после обработки водяным паром, в то время как проба на газосодержание во всех случаях показывала значительное увеличение количества водорода в расплаве.
Из таблицы 1 видно, что если при увеличении газосодержания расплава резко снижается горячеломкость, то одновременно заметно уменьшается линейная усадка.
Таблица 1. Горячеломкость и линейная усадка алюминиевых сплавов с разным содержанием водорода в расплаве
Сплав | Содержание Н2 При 720°,см3/100г | Горячеломкость, % | Полная линейная усадка, % | Интервал кристал- лизации, С | |||
| А | Б | А | Б | А | Б | ||
| В95 | 0.45 | >0.8 | 90 | 0 | 1.75 | 1.55 | 150 |
| Al с 4.5% Cu | 0.42 | >0.8 | 70 | 15 | 1.88 | 1.65 | 100 |
| Al с 0.8% Si | 0.06 | >0.8 | 86 | 50 | 1.74 | 1.54 | 77 |
| Д16 | 0.15 | 0.31 | 66 | 55 | 1.69 | 1.62 | 132 |
| АМц | 0.46 | >0.8 | 90 | 90 | 1.97 | 1.95 | 1 |
| А00 (99.7% Al) | 0.04 | 0.65 | 33 | 27 | 1.95 | 1.84 | 0 |
А – исходный сплав; Б – сплав после обработки водяным паром. Сравнивать между собой показатели горячеломкости разных сплавов нельзя, так как они определялись при использовании стержней разного диаметра
Если жегорячеломкость снижается очень слабо или остаётся неизменной, то линейная усадка также уменьшается незначительно или практически не меняется. Уменьшение линейной усадки при обработке расплава водяным паром (таблица 1) само по себе невелико (максимум 0.2%), но оно соизмеримо как с величиной линейной усадки в интервале кристаллизации, так и с величиной относительного удлинения в интервале хрупкости выше солидуса. Вместе с тем ни разу не наблюдалось, что повышенное газосодержание расплава снижало пластичность сплава в твёрдо-жидком состоянии. Наоборот, при введении водорода в сплав В95 путём погружения в ванну промышленной печи влажного асбеста наблюдалось увеличение относительного удлинения в интервале хрупкости, так как при указанной обработке расплава зерно измельчалось.
Таким образом, причиной снижения горячеломкости при повышении газосодержания расплава является увеличение запаса пластичности в твёрдо-
жидком состоянии в результате уменьшения линейной усадки в интервале кристаллизации.
Неодинаковое влияние обработки паром на горячеломкость разных сплавов объясняется разной протяжённостью переходной области в отливках. Из кольцевых отливок алюминия и сплава АМц газ сравнительно
свободно удалялся при кристаллизации, поэтому повышение газосодержания практически не изменило ни линейной усадки, ни горячеломкости. Сплавы
В95, Al с 4.5% Cu и Al с 0.8% Si характеризуются широкой областью затруднённого выделения газа в отливках, поэтому обработка их расплавов
водяным паром значительно снизила линейную усадку в интервале кристаллизации и горячеломкость. Сплав Д16 при одинаковых условиях обработки паром поглощал значительно меньше водорода, чем другие сплавы (таблица 1); этим объясняется слабое уменьшение его горячеломкости, несмотря на сравнительно широкую переходную область в отливке.
Повышение газосодержания расплава не обязательно сопровождается снижением горячеломкости, так как могут действовать другие факторы. Например, газосодержание обычно возрастает с увеличением перегрева расплава, а горячеломкость при этом не снижается, а наоборот, растёт. Последнее обусловлено тем, что отрицательное воздействие укрупнения зерна перекрывает положительное влияние роста газосодержания на горячеломкость. Аналогичное явление можно встретить и при увеличении продолжительности выстаивания расплава. Интересно, что на отливках из некоторых сплавов наблюдается исчезновение трещин при большом перегреве расплава. Например, на кольцевых пробах из бронзы с 3% Sn при достижении температуры расплава 1280 ° кристаллизационные трещины полностью исчезали, но появлялись газовые раковины. Как видно, сильное газопоглощение перекрыло здесь влияние укрупнение зерна на горячеломкость. Встречаются случаи, когда плотные оливки из разных сплавов бывают сплошь поражены трещинами, а пористые отливки из тех же сплавов получаются без трещин.
Если введение газа в расплав уменьшает горячеломкость, то естественно было ожидать усиления горячеломкости при дегазации расплава. Дегазацию производили методом вакуумирования. Мерную порцию расплава отбирали из лабораторного миксера и переливали в графитовый тигель вакуумной печи. Дегазация производилась в течение 2.5-5 минут при разрежении 0.4-0.6 мм рт. ст. и при температуре, на 100 ° превышающей точку ликвидуса. Наблюдавшееся в смотровое стекло вспучивание зеркала расплава под действием интенсивно выделяющихся газов указывало на то, что дегазация действительно происходила.
Парные кольцевые пробы поочерёдно отливались из исходного и вакуумированного расплавов (по семь-восемь пар колец из каждого сплава).
Средние показатели горячеломкости приведены в таблице 2. Опыты полностью подтвердили предположение об усилении горячеломкости под действием вакуумной дегазации.
Таблица 2. Горячеломкость и линейная усадка алюминиевых сплавов до и после вакуумирования сплава
Сплав | Горячеломкость, % | Полная линейная усадка, % | ||
| Исходный сплав | Вакуумированный сплав | Исходный сплав | Вакуумированный сплав | |
| В95 | 60 | 74 | 1.61 | 1.73 |
| Д16 | 44 | 86 | - | - |
| Al c 0.7% Si | 16 | 47 | 1.81 | 1.88 |
| Al c 3.5% Cu | 58 | 100 | - | - |
Одновременно с горячеломкость измеряли линейную усадку. Если при введении газа в расплав линейная усадка снижалась, то после вакуумной дегазации свежерасплавленного она возрастала, что и является причиной уменьшения запаса пластичности в твёрдо-жидком состоянии и роста горячеломкости.
1.1.3. Влияние состава сплавов на горячеломкость
Исследование зависимости горячеломкости от состава в количественной форме впервые было выполнено Вэрэ на примере системы Al – Si. По его данным, при добавлении кремния к алюминию горячеломкость возрастала, достигала максимума при содержании 1.6% Si и при переходе через эту концентрацию скачком падала до нуля. Хотя наличие такого скачка в дальнейшем не было подтверждено, но работа Вэрэ сыграла важную роль: в ней впервые по экспериментальным данным был построен график «горячеломкость – состав», показавший, что при увеличении концентрации второго компонента горячеломкость проходит через максимум и практически исчезает при достижении некоторого критического количества эвтектики. Такая закономерность в качественном виде была подмечена ещё в более ранних работах. По данным Шейера, в системах Al – Cu и Al – Zn наиболее сильно были поражены трещинами кокильные образцы сплавов, содержащих около 1% второго компонента, с увеличением концентрации которого склонность к образованию трещин явно уменьшалась, а при содержании меди свыше 8% и цинка выше 50% трещины совсем не появлялись.
Рассмотрим более детально влияние состава на горячеломкость сплавов
эвтектической системы, проводя сопоставление экспериментальных данных с диаграммой состояния. Так как при литье и сварке всегда развивается дендритная ликвация, то вполне естественно, что неравновесность кристаллизации учитывалась начиная с самых ранних работ, анализировавших зависимость горячеломкости от состава.
От равновесной диаграммы состояния так называемая неравновесная диаграмма отличается сдвинутой в сторону компонента концентрационной границей появления эвтектики и, соответственно, сдвинутой линией солидуса, а также пониженной температурой эвтектической кристаллизации. Переохлаждение эвтектики сравнительно невелико и обычно намного меньше эффективного интервала кристаллизации. Поэтому для анализа горячеломкости оно существенного значения, как правило, не имеет, и далее учитываться не будет. Сдвиг же границы появления эвтектики от точки предельной растворимости в сторону ординаты компонента оказывает решающее влияние на состав сплава с максимальной горячеломкостью и его всегда приходится учитывать. В системах на основе алюминия и магния уже при медленном охлаждении сплавов с печью наблюдается сильный сдвиг границы появления эвтектики от точки предельной растворимости, а при охлаждении образцов в интервале кристаллизации со средней скоростью порядка 100 град/мин эвтектика в большинстве систем появляется при содержании лишь десятых долей процента второго компонента.
Эффективный интервал кристаллизации при добавлении к чистому металлу второго компонента возрастает, достигает максимума на концентрационной границе появления эвтектики и затем постепенно уменьшается до нуля в точке совпадения температуры начала линейной усадки с эвтектической горизонталью. Горячеломкость тем больше, чем больше эффективный интервал кристаллизации, и поэтому состав сплава должен совпадать с границей появления эвтектики. Это положение сыграло важную роль в изучении зависимости горячеломкости от состава, так как оно позволило связать сопротивляемость сплавов образованию трещин с диаграммой состояния и, в первом приближении, предсказать область составов наиболее горячеломких сплавов. Но уже в работе А.А. Бочвара и З.И. Свидерской отмечалось, что в системе Al – Cu сплав с максимальной горячеломкостью содержал, по данным микроскопического анализа, небольшое количество эвтектики. Дальнейшее накопление экспериментальных данных показало, что во многих системах максимум на кривой «горячеломкость – состав» несколько сдвинут, по сравнению с
границей появления эвтектики, в сторону большей концентрации легирующего элемента.
Причину несовпадения максимумов горячеломкости и эффективного интервала кристаллизации можно понять, если учесть влияние на горячеломкость пластичности и линейной усадки и зависимости этих свойств от состава сплава. Рассмотрим в качестве примера систему Al – Cu. Горячеломкость и концентрационную границу появления эвтектики определяли на одних и тех же образцах – кольцевых пробах при средней скорости охлаждения в интервале кристаллизации 350 град/мин. Если использовать алюминий чистотой 99.96%, то сплав с максимальной
горячеломкостью содержит 0.7% Cu, а граница появления эвтектической составляющей проходит при 0.2% Cu. У малолегированных сплавов Al – Cu в нижней части интервала кристаллизации остаётся очень немного жидкой фазы в виде изолированных включений, не вызывающих межкристаллитного разрушения. Поэтому у этих сплавов нижняя граница температурного интервала хрупкости находится значительно выше неравновесного солидуса (эвтектической температуры), а сам интервал хрупкости значительно уже эффективного интервала кристаллизации. С увеличением содержания меди интервал хрупкости расширяется. Вместе с тем, у сплавов, содержащих до 1% Cu, относительное удлинение внутри интервала хрупкости находится на очень низком уровне и практически не зависит от состава. Так как повышение содержания меди до 0.7 – 1% не изменяет относительного удлинения в интервале хрупкости, но расширяет его и увеличивает в нём линейную усадку, то запас пластичности в твёрдо-жидком состоянии снижается. При увеличении содержания меди свыше 1% интервал хрупкости ещё продолжает расширяться, но при этом, благодаря увеличению количества жидкой фазы по границам зёрен, значительно возрастает относительное удлинение, им запас пластичности повышается.
Таким образом, объяснение несовпадения максимумов горячеломкости и эффективного интервала кристаллизации сводится к следующему. У сплава алюминия с 0.2% Cu, расположенного на концентрационной границе появления эвтектики, эффективный интервал кристаллизации максимален, но температурный интервал хрупкости меньше, чем у несколько более легированных сплавов. Поэтому при практически одинаковом удлинении в интервале хрупкости наименьшим запасом пластичности в твёрдо-жидком состоянии, т.е. максимальной горячеломкостью, обладает сплав алюминия с 0.7% Cu, содержащий больше второго компонента, чем сплав с максимальным эффективным интервалом. Это положение справедливо для большинства систем эвтектического типа (рисунок 3). Например, в системе Al – Zn максимум горячеломкости приходится на 6% Zn, а максимум эффективного интервала кристаллизации – на 3% Zn (граница появления эвтектики определена на шлифах из кольцевых проб).
Точно определить состав наиболее горячеломкого сплава можно только прямыми опытами. Но в практическом отношении немаловажно, что по микроструктуре можно ориентировочно оценить сравнительно узкую область составов, где следует ожидать появления максимума горячеломкости. Это – область сплавов с концентрацией легирующих элементов несколько большей, чем на границе появления эвтектики в данных неравновесных условиях кристаллизации, область, где сплавы содержат не более десятых долей процента неравновесной эвтектики.
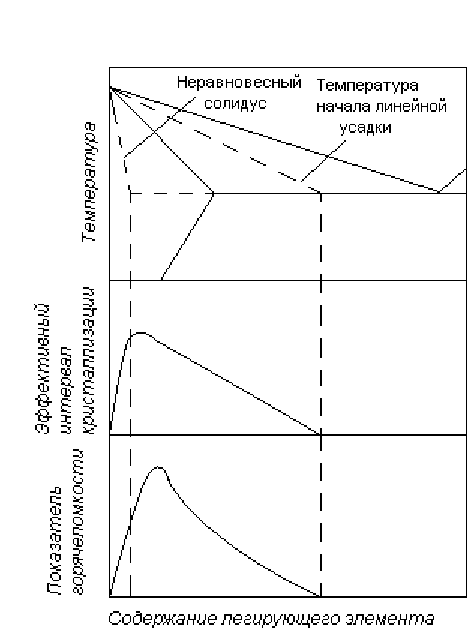
Рис.3 Несовпадение максимумов эффективного интервала кристаллизации и горячеломкости в системе эвтектического типа
Рассмотрим, в каком интервале концентраций вообще появляется горячеломкость.
Сплавы, находящиеся в области составов от «критической» точки до эвтектической, казалось бы, вообще не должны быть горячеломкими, так как эффективный интервал у них равен нулю, а кристаллизация эвтектики, протекающая при постоянной температуре, сама по себе не должна вызывать образования усадочных трещин. В действительности же на сложных фасонных отливках можно встретить кристаллизационные трещины и в этой группе сплавов. Из-за градиента температур усадка одних частей отливки, успевших полностью затвердеть, вызывает растяжение соседних более горячих участков, находящихся ещё в стадии кристаллизации эвтектики. Растяжение участков, где имеется остаточная жидкая фаза, может привести к образованию кристаллизационных трещин. Таким образом, сплавы с нулевым эффективным интервалом кристаллизации могут проявлять горячеломкость, т.е. не существует абсолютно негорячеломких сплавов.
Состав сплава с максимальной горячеломкостью в каждой системе весьма постоянен: он практически не зависит от степени перегрева расплава, скорости охлаждения и геометрии отливки. С повышением температуры кокиля наблюдается лишь незначительная тенденция к смещению максимума горячеломкости в сторону менее легированных сплавов. Минимальная концентрация второго компонента, при которой экспериментально фиксируемая горячеломкость исчезает, наоборот, зависит от условий литья. Интервал концентраций, в котором обнаруживается горячеломкость, расширяется с увеличением степени перегрева расплава, увеличением скорости охлаждения и увеличением диаметра кольцевой пробы. Последние два фактора делают пробу более жёсткой, так как увеличивают градиент температур и усиливают локализацию усадочных деформаций, и поэтому способствуют выявлению горячеломкости до больших концентраций легирующего элемента. Увеличение перегрева расплава действует в том же направлении, так как расширяет область составов сплавов, в которых образуются столбчатые кристаллы.
Объясняя причину снижения горячеломкости при увеличении количества эвтектики в сплаве, на первое место часто ставят способность эвтектической жидкости залечивать образующиеся трещины. С этим нельзя согласиться, так как эвтектика не обладает какой-то особой, резко отличной от неэвтектической жидкости способностью заполнять возникающие трещины. Снижение горячеломкости при увеличении количества эвтектики в сплаве происходит благодаря росту запаса пластичности в твёрдо-жидком состоянии, а последний увеличивается как в результате повышения удлинения в интервале хрупкости, так и уменьшения линейной усадки. Главной причиной этого является увеличение количества жидкой фазы, кристаллизующейся в последнюю очередь при постоянной температуре. Такой фазой может быть не только эвтектика, но и жидкость перитектического состава и фаза, кристаллизующаяся в точке минимума на диаграмме плавкости непрерывного ряда твёрдых растворов. Другой фактор, благоприятно сказывающийся на пластичности и линейной усадке в твёрдо-жидком состоянии – измельчение зерна, в особенности сужение зоны столбчатых кристаллов, происходящее при увеличении количества эвтектики в сплаве.
1.1.4. Влияние зональной ликвации на горячеломкость
При изучении системы Al – Cu было обнаружено, что кроме обычного максимума горячеломкости при 0.7% Cu, расположенного вблизи концентрационной границы появления эвтектики, существует ещё один максимум при 4% Cu. Микроструктурный анализ показал, что и в разрывных образцах и в кольцевых пробах сердцевина сильно обеднена медью, а поверхностные слои обогащены ею по сравнению с нормальной структурой сплава с 4% Cu. В других алюминиевомедных сплавах обратная ликвация не была выявлена. Появление второго максимума горячеломкости объяснили развитием обратной ликвации.
Зональная ликвация наиболее развивается в сплавах, значительно более легированных, чем сплав с максимальным эффективным интервалом кристаллизации. В отсутствии её такие сплавы должны обладать сравнительно небольшой горячеломкостью. Зональная ликвация приводит к образованию в отливке участков, обеднённых легирующим элементом до концентраций, соответствующих составам сплавов с высокой горячеломкостью. Неоднородность микроструктуры отливки обуславливает также большой разброс значений горячеломкости в разных опытах.
1.1.5. Влияние примесей на горячеломкость
Примеси оказывают разнообразное и часто очень сильное действие на горячеломкость. Роль примесей неоднократно обсуждалась применительно к самым разным сплавам. Ниже на нескольких примерах кратко рассмотрены основные случаи влияния примесей на горячеломкость в связи с изменением свойств сплавов в твёрдо-жидком состоянии.
Примеси воздействуют на горячеломкость главным образом через изменение пластичности. Они могут расширить и сузить интервал хрупкости, увеличить и уменьшить относительное удлинение в нём. На развитии линейной усадки в интервале кристаллизации примеси обычно не сказываются.
Рассматривая действие вредных примесей, расширяющих интервал кристаллизации, необходимо иметь в виду, что уменьшение горячеломкости происходит не только при снижении, но и при повышении их концентрации в сплаве. Одни и те же примеси, в зависимости от того, в каком металле или сплаве они находятся, могут как усиливать, так и снижать горячеломкость. Продемонстрируем эт